


車削加工中的機械負荷和切削槽型
2015-5-11 來源: 作者:
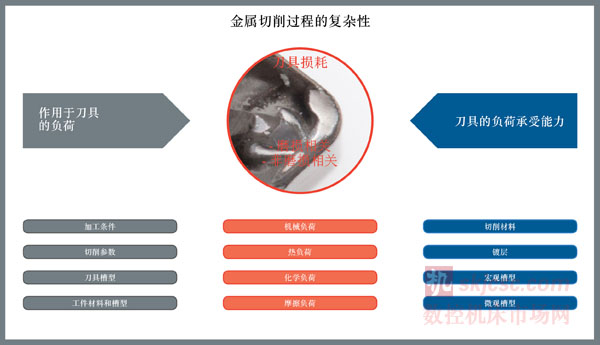
在金屬切削過程(chéng)中,刀具(jù)將使材料發生(shēng)變形(xíng),直至以切屑的形式被切除。
該變形過程需要消耗大量能量,並(bìng)且刀具將承受(shòu)各種機(jī)械、熱、化學和摩擦負荷(hé)。此類負荷最終會導致刀具出現損耗,並磨損或失效。因此,要實現良好的金屬切削加工過程必須要平(píng)衡刀具切除金(jīn)屬時消耗的能量和(hé)刀具穩(wěn)定承載切削負荷的能力。
正確地了解並處理(lǐ)切(qiē)削參(cān)數、刀(dāo)具槽型、刀具(jù)材料和其他因素之後(hòu),機械工程師就能實現高效、經濟的金屬切削工藝。機械負荷在車削加(jiā)工(gōng)中比較穩定,而在銑削(xuē)中則會從小到大再到小不斷變化。本次分析將集中介紹車削操作中的參數和刀具槽型,稍後將探討銑削中的不同問題。
加工負荷
作用於切削刀具的負荷分為(wéi)四個基本類別:機械、熱、化學(xué)和摩擦。
機械壓力會加快刀具的磨損和失效。加工零件中的氣孔或夾渣所造成的斷續切削會產生衝擊負荷,從而導致刀具崩刃或(huò)破損。
由於工件(jiàn)材料變形而產生的熱負(fù)荷會產生熱量,導致溫度上升(shēng)到 800-900 攝氏度,從(cóng)而造成(chéng)刀具變形和變(biàn)鈍。
熱與壓力的結合還會(huì)促使切削材料與工件材(cái)料(liào)之間發生化(huà)學變化,從(cóng)而產生擴散或深坑形式的磨損。
刀具與切屑(xiè)之間的摩擦力(lì)會產生摩擦磨損和衝蝕磨損,也就(jiù)是摩擦負荷的結果;通(tōng)過對表麵彼此之間的接觸進行摩擦學檢查(chá),可確定它們在(zài)特定的溫度和壓力下將對彼此的形狀變化造成多大的影(yǐng)響。
四種負荷類別並非獨(dú)立作用,而是相互作用並影響綜合的效果。所用機床的功(gōng)率、機床和零件緊固裝置的剛性,甚至是機床操作者的技能,都會影響加工效果。負(fù)荷的(de)相互(hù)作用會產(chǎn)生各(gè)種結果,並且最終都會導致刀具出現損耗並磨損或失效(xiào)。
刀具使(shǐ)用壽命終結(jié)的速度和可(kě)預見性取決於刀具承受所產生負荷的能(néng)力。為盡量延長刀具使(shǐ)用壽命並確保(bǎo)工藝安全性,必須在(zài)一定時間內將加工負荷降至低於刀具負荷承受能力(lì)的水平。影響該(gāi)能力(lì)的關鍵因素(sù)包括刀(dāo)具的切削槽型以及切削材料和鍍層(céng)。
主動解決問題(tí)
為(wéi)確保經濟高效,機械加工車間需要努力縮短(duǎn)用於機床設(shè)置、刀具裝卸和工(gōng)件裝卸的(de)時間以及其他空閑時間。但是,空閑時間時(shí)很少會將(jiāng)解決問題(tí)的時間包含在內。在加工開始之前主動應用適當的刀具槽型和(hé)切(qiē)削參數(shù),可以有(yǒu)效縮短問題診斷和解決的時間。
可加工性
主動的進行計劃是為了最大程度提高工序的(de)可加(jiā)工性。傳(chuán)統的可加工性定義(yì)主要集中在特定工件材料上,並采用比例因子來(lái)測量該特定工件材(cái)料相比基(jī)準材料的加(jiā)工難度。
但是在本次討論中,可(kě)加工性定義為在提高單位功率金屬切除率方麵 需要達到的目標。這是在最高生產率和最低成本(běn)條件下,金屬切(qiē)削操(cāo)作可以達到的可(kě)靠性程(chéng)度。
提高(gāo)加工速度的簡化方法是改善切削條件,即切削深度、進給(gěi)和切削速度。但是,改善加工條件會對切(qiē)削刀具(jù)承受的負荷造成一些影響。在本(běn)次分析中,我們將著重探討機械負荷。
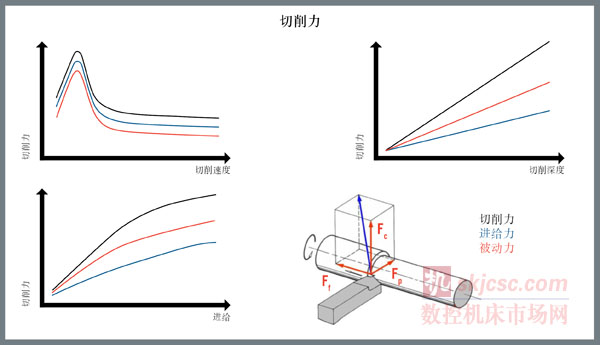
必須知道,切削(xuē)刀具上的機(jī)械負荷與切削(xuē)力並不是一回事。可以將機械負(fù)荷(hé)理解為壓力(單位表麵積受到的力)。高切削力在較大麵積上擴散(sàn),刀具承受的負荷就相對較小。另一方麵,即使是較低的切(qiē)削力,如果集中在刀具的極小一部分上,也可能會(huì)導致出現負荷問題。切削力受工件材(cái)料、刀具(jù)槽型和影響。反過來,切削(xuē)力又會影響能耗、振動、工件公差和刀(dāo)具使用壽命。
切削參數的影響
切削深度(dù)、進給和切削速度的處理會(huì)對刀具負荷產生不同的影響。切削深度(dù)加倍會使切削力加倍,但是也會使切(qiē)削刃作用於切削的長度加倍,因此單位切(qiē)削刃長度所承受的負荷仍將保持相同。切削力還將隨著進給量(liàng)的提高而提高,但程度較低且無線(xiàn)性關係。提(tí)高進給量對切削力的(de)影響並不像加大切削(xuē)深度那麽大,因為提高進給量增加的是切屑厚度而不是刀具的切削長度。這樣會大大增加切(qiē)削刃(rèn)的負荷。
在加快切削速度時,切削力通常會保(bǎo)持不變,但是功率要求將會升高;根據基本機械公式計算,功(gōng)耗(hào)等於力乘以速度。實際上,中等切削速度範圍內的切(qiē)削(xuē)力一般都會保持不變。但是研究和實際經驗表明,切削(xuē)力在切削速度降低時(shí)將會升高,並在切削速度加快時將會降低(dī)。在低速度下,可能會由於積屑瘤而導致切削力增(zēng)加,而積屑瘤本身就表示切削速度不恰(qià)當。根據柏林(lín)大學卡爾-薩洛蒙博士在上世(shì)紀(jì)二(èr)三十(shí)年代得出的研(yán)究結果,切削溫度會隨著(zhe)切削速度上升而上升,但是隨著速度的進一步上升將會下降(jiàng)。涉及到真正的(de)高速加(jiā)工領域時,這些結果也同樣有效,但是原因和(hé)結果有(yǒu)所不(bú)同,這(zhè)是另一個討論主題。
太快的(de)切削速度會導致不可控的切屑形成、極快的刀具磨損以及可能會使刀具碎裂或破裂的振動,從而降低工藝(yì)的可靠性。實際結論表明(míng),更(gèng)高的進給率和切削厚度(dù)與中低等切削速度相結(jié)合(hé)時,最有可能提(tí)高操作的安全性和(hé)可靠性。如果切(qiē)削厚度和進給率低到(dào)足(zú)以(yǐ)限製切削力的程度,則更高的切削速度可以提供更高的生產率。
通過(guò)刀具槽型來解決問題(tí)
大家普遍都認為,提高金屬切削生產率及解決問題需要采用更先進的切削刀具材料,例如新的硬質合金材質等級、鍍層、陶瓷(cí)和 PCBN。不斷改善刀具材料技術具(jù)有無可爭辯的價(jià)值。但是,單獨依(yī)靠新切削材料來解決問題必然會(huì)起(qǐ)到反作用(yòng),可能會走入死(sǐ)胡同。例如,如果導致刀具破裂問題的原因是機(jī)械(xiè)負荷過重,則(zé)解決方法是選擇一種更強壯的切削刀具(jù)材料。但是如果已無法找到更強壯的材料,也就無路可走了。
在主動解(jiě)決問題的過程中,刀具槽型的作用並未引起重(chóng)視。改變刀具槽型時,會以一種積極的方法改變變形材料的流動。例如,當(dāng)預測切削力的公式(參見側(cè)邊欄)提示(shì)結果機械負荷將會較(jiào)高時,從(cóng)一開始就使用較鋒(fēng)利的槽(cáo)型(xíng)可(kě)以降低切削力,並在問題發生之前盡量加以避(bì)免。使用不同的(de)刀具槽型來改變切屑流向時,還可以使化(huà)學、熱和摩擦負(fù)荷的(de)量和(hé)影響發生積極變化(huà)。
刀具槽型的元素
刀具的(de)槽型包括其宏觀和微觀層麵的形狀和尺寸。在宏觀方(fāng)麵,切削刀片的基本大小和形狀決定了其強度。作用於較大刀片的切削力與作用於較小刀(dāo)片的相同(tóng)切削力相比,會導致更輕的負(fù)荷。較大且堅固的刀(dāo)片有助於實現(xiàn)更高(gāo)生產率的進給率和切削深度。但是,大(dà)刀片可能無(wú)法用(yòng)於加工較小的零件特征。對於刀片(piàn)形狀,也存在(zài)類似的考慮因素。圓形刀片具(jù)有最高(gāo)的強度,而 90 度刀尖角方形刀片的強度也要(yào)高於 35 度刀尖角的(de)金剛石刀片。但是,圓形刀片可切削的(de)零件輪廓種類要少於 35 度刀(dāo)具。在強度與應用靈活性之間,需要作出一定的(de)權衡。
另一個槽型因素涉及到刀具如何進(jìn)入工件,這取決於切削刃角度、刃傾角和刀具前角。如果刀具頂麵(前刀麵)與加工(gōng)表麵垂直,則會將刀具前(qián)角視為(wéi)負數(shù)。切(qiē)削力將傳遞至刀具的本體或最強壯部分。另一方麵,當切削刃從工件表麵向後傾斜時,會將(jiāng)刀具前角視為正數。切(qiē)削力集中在刀刃上,但(dàn)此處不如本體強壯。此(cǐ)外,以正前角插(chā)入的刀片的後刀麵必須具有楔角(jiǎo)或後角,這(zhè)樣會進一步降低(dī)刀具強度。
負前角加(jiā)工可以(yǐ)有效(xiào)處理較強壯材料(例如鋼(gāng)和鑄(zhù)鐵),但是也會產生更大(dà)的切削力,這樣可能會限製切屑流動,而在剛性較低的機床、夾具或工件中也可能會導致振(zhèn)動。正前角產生的切削力較小,切屑流動也(yě)更自由(yóu),但刀具更容易崩刃或破損,並且切屑也(yě)可能無法控製。正前角切削(xuē)適用於需要鋒利切削(xuē)刃的粘性材料和超級合金。
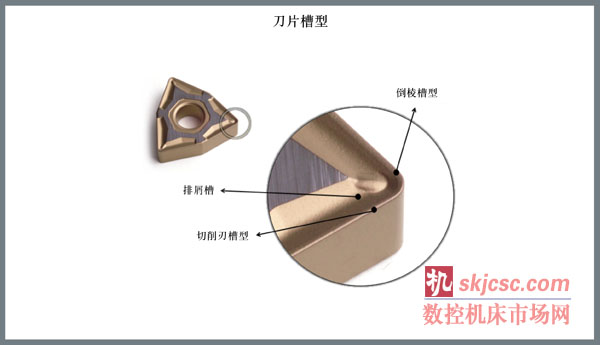
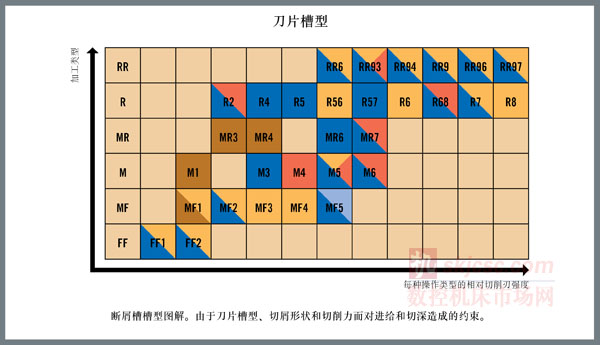
斷屑槽型
車削刀片斷屑槽型由三個(gè)基本部分(fèn)組成(chéng):切削刃輪廓、切屑控製輪廓或(huò)排屑槽,以及切削刃與刀屑槽之間(jiān)的倒棱。切削刃輪廓開始切屑的(de)剪切過程;排屑槽決定了切屑的形成方式;倒棱負責管理兩(liǎng)者之間的過渡。所有三個部分都會影(yǐng)響刀具所產生切削力(lì)的大小。
切削刃(rèn)可以是鋒利的、倒鈍的、倒圓或帶倒角的。每(měi)種(zhǒng)不同的輪廓都各有好(hǎo)處,效果也各有不同。在某些情況下,鋒利的切削刃可提供更長的刀具使用壽命。但是,工(gōng)件、機床和夾具必須堅固且穩定,否則切削刃在受到不均勻的力時會容易碎裂。倒圓和帶(dài)倒角的切削刃可以提高強度級別,並增強抗崩刃和破損的能力。
極其普遍的情況是,最(zuì)適合(hé)切削鋼材(對韌性要求較高)的刀(dāo)具都有著較(jiào)強壯的切削刃;最適合切削(xuē)不鏽鋼(一般(bān)具有粘性)的(de)刀具都有較鋒利的切削刃。當然也可以用鋒利切削刃來切削鋼材,或者(zhě)使用強壯切削刃來切削不鏽鋼,但(dàn)是必須進行調整,並且生產率可能不會太高。機械(xiè)工程師可能需要在更靈活的多用途刀具與優化(huà)用於某些工件材料應用的刀具之間進行選擇。
值得注意的是,極(jí)鋒利(lì)的切削刃並不一定能提供最佳(jiā)的表麵粗糙(cāo)度。通(tōng)常需要(yào)讓(ràng)切削刃工作一(yī)段(duàn)時間,才能達到最佳結果。打個比方,就好像(xiàng)使用鋒利的小刀來削蘋果皮。最鋒利的刀可能會更難(nán)削皮,因為刀鋒可能會刺入果肉(ròu)內,而不僅僅是揭起果皮。絕對鋒利的金屬切削刀具很大程度上也會如此,可能會被(bèi)拉入工件並造成表麵粗糙度較差。隻有(yǒu)在經過輕微磨損之後,才能提供最好的表麵粗(cū)糙度。
切削刃與斷屑槽型(xíng)之(zhī)間的倒(dǎo)棱可以配置為正(zhèng)值或負值。如果使用正值倒棱,則可以使用(yòng)更(gèng)快(kuài)的切削速度(dù),並(bìng)降低切削溫度和磨損。但是,正值倒棱也會將應力集中在更小麵積上,可能導致更快的磨損和崩刃。反之,負值或基本為平麵的倒棱會引(yǐn)導切削材料穿過更寬的區域,這(zhè)樣可以保(bǎo)護刀片,但也會增大切削力、熱生成和磨損。
斷屑槽的槽型存在類似的兩麵性。開放或平底輪廓可以減輕切屑變(biàn)形並產生較小的切削力。封閉或更窄小的(de)輪廓(kuò)可以更精確地卷(juàn)曲切屑,但(dàn)更大的變形會產生更高的切削溫度。
開放或平底斷屑槽型的設計可最大程(chéng)度地增加切屑與刀具(jù)之間的接觸,並在更寬的區域分配切削力。如果切削力較高,則開放槽型(xíng)將產生較低的機械負荷,刀(dāo)片崩刃或破損的風險(xiǎn)也會更低。但是,開放(fàng)槽型(xíng)產生的切屑會更長。如果切屑不受控(kòng)製並導致清理出(chū)現問題,則會給工件、機床或操作人員造成危險,而封閉斷屑槽(cáo)型可以解決此問(wèn)題。
另一方麵,封閉斷屑槽型可以卷曲切屑以使其斷裂為更小的碎片。但是,此結果的(de)代價是切削壓力更高。切屑太短可能會損壞切削刃,並導致刀(dāo)具使用壽命縮短。即(jí)使切削力較低,機械負荷也(yě)仍然可能(néng)會較(jiào)大。封閉槽型最適用於切削力較輕的(de)情況,比如精加(jiā)工因為其(qí)切削深度和進給率都較(jiào)低。機(jī)械工程師需要找到一種折衷方案,確定在切屑仍然可控(kòng)的情況(kuàng)下可以使用的最寬槽型。
在選擇切屑控製槽型時(shí),所加工的材料是關(guān)鍵所在(zài)。例如,鋁可能需要(yào)封(fēng)閉切屑控(kòng)製槽(cáo)型以可靠地切(qiē)斷較長的切屑,而鑄鐵產生的較短切屑則一般需要最小甚至是不帶切屑形(xíng)成功能的幾何(hé)槽型(xíng)。
在(zài)切削參數方(fāng)麵,更快的進給率一般都會產生更短(duǎn)的切屑,而較小(xiǎo)的切削深度通常會產生更(gèng)長的切屑。切削速度可能是切屑控製(zhì)的重要影響因素,具體取決於工件材料。目標在(zài)於控製機(jī)械負荷的所有影響因素,在產生可(kě)接受切屑的情況下盡量減輕甚(shèn)至是避免刀具崩刃(rèn)和破損(sǔn)。
槽型開發(fā)和應用
為充分(fèn)利用刀片(piàn)槽型(xíng)的能力來重塑材料流動,切削刀具製造(zào)商針對粗加工或精加工等特定工(gōng)序開發了各種(zhǒng)槽型(xíng)。不同的配置以及切削刃、倒棱和斷屑槽型的組合經過設計,適用(yòng)於不同的應用領域和(hé)工件(jiàn)材料。
Seco 的 M3 和 M5 槽型就是不錯例子,是為了在既定操作(zuò)和材料中達到所需效果而設計的不同刀具槽型(xíng)。M3槽型的設計屬於中等(děng)粗度加工通用型刀具,適用於範圍廣泛的工件材料和切削參數。但是,較(jiào)高級別的(de)機(jī)械負荷可能需要切換至 M5 槽型,該槽型設計用於較(jiào)高進給的粗加(jiā)工工序,強度高而產生的切削力較低。。通過選用適用(yòng)於特定加工條件的槽型,可以盡量減少破損情況並提高操作(zuò)可靠性。
結論
加工期間的刀具(jù)損耗是不可(kě)避免的,它貫穿著刀具使用壽命的始終。如(rú)果刀具使用壽命縮短至不可(kě)接受、刀(dāo)具崩刃或破損,或者磨損或失效變得無法預計,則機械工程師可以對刀具槽型和切削條件進行調整,以盡量提高(gāo)生產率並延長刀具使用壽命。但即使這些努力都(dōu)成(chéng)功發揮了作用,刀具損耗也仍然會貫穿其始終。目標在於建(jiàn)立一(yī)種新的損(sǔn)耗模式:使損耗盡量變慢且可預計。
投稿箱(xiāng):
如(rú)果您有(yǒu)機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有(yǒu)機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出(chū)口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年(nián)11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年(nián)10月(yuè) 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多(duō)