


配方調整(zhěng) - 可(kě)加工性分析係統優化了金(jīn)屬切削結果
2014-12-10 來源:數控機床市場網 作者:
上海, 2014 年 12 月 - 高效(xiào)加工絕非像烘焙蛋糕一樣簡單(dān)。一個(gè)關鍵原因是(shì)金屬加工與(yǔ)烘焙有(yǒu)著(zhe)很大
的不同。烘焙蛋(dàn)糕(gāo)時,通用麵粉可以在各種(zhǒng)配方中有效使用。與此(cǐ)相反,製造商十分(fèn)清楚所加工的產品並(bìng)沒有通用的工件材料。不同的產品應(yīng)用要(yào)求工件材(cái)料具有(yǒu)千差萬別的性能屬性(xìng)。比如汽車車軸需(xū)要使用低合金鋼的韌性。渦輪發動機部件需要使用鎳基合金的耐熱性。
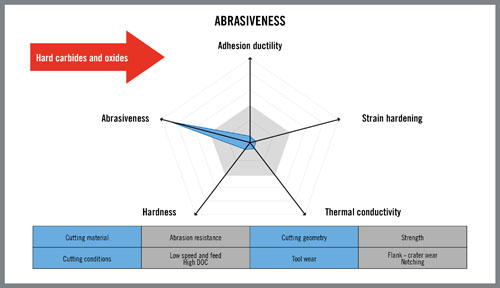
正如其特定性能屬性一樣,所有工件材料的五種基本物(wù)理屬性也表現各異。這些屬(shǔ)性是(shì)磨蝕性、硬度、導熱性、粘著(zhe)性/延(yán)展性趨向(xiàng)和應變硬化。各個屬性在一種工件材料中的所占比例很大程度上決定了其可加(jiā)工(gōng)性。相對較軟的低合金鋼表現出很強的粘著趨(qū)向,會導致刀具出現(xiàn)積屑瘤和擴(kuò)散磨損;而韌性鎳基合金的導熱性不良,會(huì)導致切削溫度極高,造(zào)成刀具變(biàn)形和失效(xiào)。
材料屬(shǔ)性對加工結果的(de)影響(xiǎng)
理論上,如(rú)果知道工件的各合金元素的特(tè)定混合比,則可以選擇適當的刀具和切削工(gōng)況以產生可預測(cè)的磨損形式和良好(hǎo)的生產率。但實際情況常常事與願違。對於某些工件材料,所用刀具(jù)和加工參數常常難以獲得完全令人滿(mǎn)意的結果。
原因在於工(gōng)件(jiàn)材料的成分不同。在任何的產品製造中,工件材料的組(zǔ)成元素並非(fēi)完全一致,都存在一定的差異。
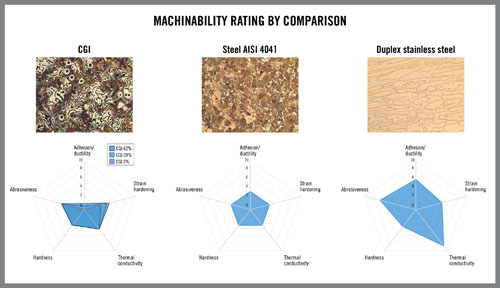
為了確認這一(yī)現象,山(shān)高檢(jiǎn)測了一係列(liè)原材料,這些原(yuán)材料名義上都是(shì)相同的工件材料,並在加工前測定了其五種屬性。其中有些屬性完全相同,有些則差別顯著。
當工件的基本屬性不同時,刀具(jù)的切削性能也會不同(tóng),生產率可(kě)能會降低。為了建立一種方法來(lái)識別(bié)這種變化並為改善刀具性能提供方法指(zhǐ)導,山高在本世紀前幾年就與鋼鐵供(gòng)應商和其他金屬(shǔ)加工公司展開了合作,目的是創建一個能夠測定工件屬性並利用測定數據預(yù)測工件可加工性的(de)係統,而且無需考慮車削、銑削和鑽削等具體應用。
可加工(gōng)性分析係統
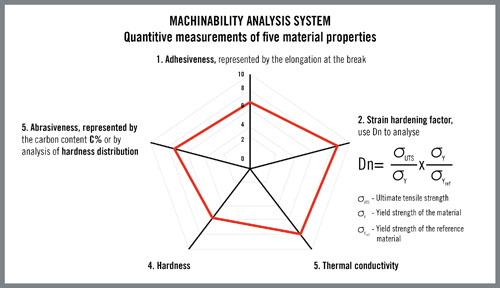
我們創建(jiàn)的可加工(gōng)性分析係統以(yǐ)定量測定材(cái)料的上述五種屬性為基礎。硬度和導熱性通過標準方法測定。含碳量或硬度分布(bù)分析可提供磨蝕性數據。在斷屑點測量切屑伸長率(lǜ)能夠定量測定粘著(zhe)趨向,根據材料的(de)拉伸和屈服強度與參考材料的屈服強度之間(jiān)的關(guān)聯公式可衡量應變硬化。
材料屬性數據(jù)點(diǎn)在五點網格(gé)或五角(jiǎo)星中繪製(zhì)出來。低值靠(kào)近五角星中心,高值偏向其邊緣。數據點包圍的區域以圖形方(fāng)式顯示了材料的總趨(qū)向。將材料屬性的五(wǔ)個數據點結果連起來,便會(huì)在五角星網格邊緣內得到一個五邊形。
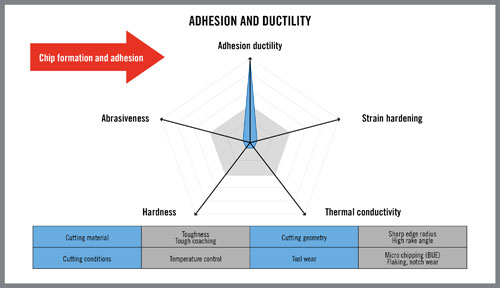
除了圖形顯(xiǎn)示特定工(gōng)件材料的綜合屬性之外(wài),該係統還能根據五種基(jī)本屬性(xìng)中的每一種屬(shǔ)性(xìng)推薦適用的(de)切(qiē)削材料、槽型及切(qiē)削工況。該係統還說明了典型的刀具(jù)磨損形式。
比如材料有粘著(zhe)趨向時(shí),需要(yào)使用韌性刀具基體以及韌性鍍層、鋒利的切削刃(小圓角半徑)和(hé)大前角,切削工況也偏向於溫度控製(通(tōng)常切削速度足夠高(gāo)以帶走延性切(qiē)屑中的熱量)。刀具磨損(sǔn)形式包括微崩、積屑瘤、剝落及溝槽磨損。
另一方麵,用於切削堅硬材料的刀具應該采(cǎi)用堅硬或韌性基體(取決於進(jìn)給率(lǜ))、小前角切削刃(rèn)以及低進給率和小切深。典型的刀具磨(mó)損(sǔn)包括塑性變形、崩刃(rèn)和斷裂。

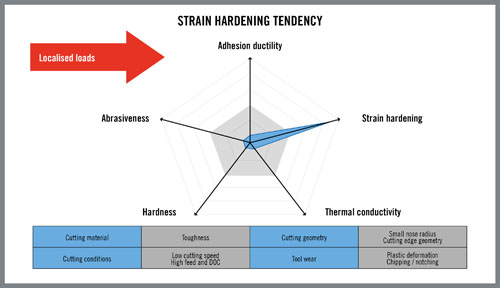
加工容易應變硬化(huà)的材料時(shí),需要選用韌性大、刀尖半徑小以(yǐ)及切削刃幾何角度合(hé)適的刀具,並(bìng)選擇低切削速度、高進給率和大切深。主(zhǔ)要刀具失(shī)效模式包括塑性(xìng)變形、崩刃和溝槽磨損。
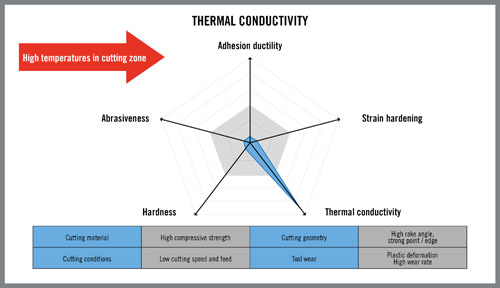
高溫合金等材料的導熱(rè)性(xìng)差,要求刀具具有高抗壓強度、大(dà)前(qián)角和強壯的切削刃。通常采用低切削速度和進給率,刀具失效形式(shì)可能表現為塑性變形(xíng)或高磨(mó)損速率。
最後,用於加工磨蝕性(xìng)工件的刀具毫無疑問應該設計有耐磨蝕基體和強壯切(qiē)削刃。適合采用低(dī)進給率、低切削速度和大切深。磨損形式包括後刀(dāo)麵磨損、月牙窪磨損(sǔn)和溝槽磨損。
對於特定的工件材(cái)料,該分析係統顯示了材料的(de)綜合(hé)屬性,重點體現了屬性的相互影響。
工藝調整
當(dāng)初始(shǐ)加工(gōng)結果(guǒ)未達到預期時,可以使用(yòng)這種綜合方法,它(tā)能調整刀具和切削參數,從而獲得所需結(jié)果。例如,如果預(yù)計材(cái)料具有高粘著趨向,則會產生長切屑。但是,如果切屑比預期的偏長或偏短,表示粘著趨向大於或弱於最初的判斷。查看五角(jiǎo)星分析圖,或者(zhě)隻需要知道其他屬性的性能影響指標,便能幫助機床技工(gōng)調整刀具特性和切削參數,以適應工件的實際屬性。這就如同調整蛋糕配方中的成分以(yǐ)解決第一次烘焙操作不如(rú)意的情況。
根(gēn)據材料的成分和結構(gòu)對工件材料進行分類(比如美國 ANSI 和歐洲 ISO 標準)是有幫助的。但這(zhè)隻是(shì)開發加工工藝的起點,因為即使是同(tóng)一類(lèi)材料或單獨的工件,其屬性也可能有(yǒu)所不同。例如,不鏽(xiù)鋼定義為含鉻量不低於 12% 的合金鋼。但是有些不鏽鋼含鉻量更高,而且生產的不穩(wěn)定性(xìng)會進一步改變合金成分。即使全是不鏽鋼,加(jiā)工不同的成分時切削(xuē)行為也會不(bú)同,因為成分和結(jié)構不同(tóng)。
五(wǔ)角星係統不是簡單地對工件材料進行分類(lèi),而是提供實用的幫助或指導,它能使機床技(jì)工(gōng)了解刀具的預期性能和實際性能。該(gāi)係統並(bìng)不(bú)是說明(míng)工件(jiàn)材料的好與壞(huài),而是以(yǐ)圖示方式說明了不同(tóng)的屬性組合如何改變工件與切削刃之間的相(xiàng)互作用。關鍵(jiàn)是找到最適合工(gōng)件(jiàn)材料屬性的刀具屬性組合。
結論(lùn)
加工的(de)目標是(shì)生產合格零件並實現盈利。工件材料的屬性對(duì)加(jiā)工工藝有著重要影響。因此,最終成本也(yě)會直接或間(jiān)接地(dì)受工件材料的影響。更好地了解(jiě)工件材料的屬性有(yǒu)助於減少加工過程出現問題並提高生產率,從(cóng)而(ér)獲得經濟高效的、盈利可觀(guān)的製造結果。
作者:山高刀具集團(tuán)技術培訓經理 Patrick de Vos
山高總部設(shè)在瑞典法格(gé)斯塔市,致力於開發創新的金屬切削解決方案,並與客戶密切合作以(yǐ)全麵理解和專注於滿足(zú)他們的需求,因此譽滿全球。我們在 50 個國家/地區雇用了 5000 多名員工,並(bìng)通過培訓(xùn)、發展和員工認同計劃以(yǐ)及開放的溝(gōu)通環境來提(tí)升我們團隊成員的(de)能(néng)力。我們的員工展現了三(sān)個核心價值觀 – 熱忱待客、家(jiā)庭歸屬感和個人承諾,它(tā)定義了我們的經營之道以及我們與客戶、供應商(shāng)和其(qí)他合(hé)作夥伴之間(jiān)的交往方式。如需了解更多信息(xī),請訪問 www.secotools.com。
投稿箱(xiāng):
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關(guān)信息

業界視點
| 更多(duō)
查")
行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切削(xuē)機床產量數據(jù)
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車(chē)產量數據(jù)
- 2028年8月 基本型乘用車(chē)(轎車)產量數據
博文選萃
| 更多
- 機械加工(gōng)過程圖示
- 判斷一台加工中心(xīn)精度的幾種(zhǒng)辦(bàn)法
- 中走絲線(xiàn)切割機床的發(fā)展趨勢
- 國(guó)產數控係統(tǒng)和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老(lǎo)板做了十多年,為何(hé)還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃(táo)亡
- 智(zhì)能時代,少談點智造,多(duō)談點製造
- 現實麵前,國人沉默。製(zhì)造業的騰飛,要從機床
- 一(yī)文搞懂數控車(chē)床加工刀具補償功能
- 車床鑽孔攻螺紋(wén)加工方法及工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加(jiā)工工藝的區別