


圓拉刀是高效精加工內孔常用的刀具。圓拉刀(以下簡(jiǎn)稱拉刀) 係刃(rèn)形複雜刀具, 製造精度高, 技術要求嚴格, 價格昂貴, 應合理使(shǐ)用。在生產中常因拉刀(dāo)結構和(hé)使用方麵存在問(wèn)題, 而影響拉(lā)孔表麵質量和拉刀(dāo)使用壽命, 嚴重時會損壞拉(lā)刀。
1. 拉削表麵缺陷及其消除
拉削時, 表麵產生鱗刺、縱向劃痕、擠壓亮點、環狀波紋和“啃(kěn)刀” 等, 是影響拉削表(biǎo)麵質量的常見缺陷(xiàn)。產生鱗刺的主要原因是拉削過程中塑性變形(xíng)較嚴重; 產生波紋的主要原因是(shì)拉削力變(biàn)化較大, 切(qiē)削過程不平穩; 局部劃痕是(shì)因刃口粘屑、刀齒上有缺口、或容屑條件差, 切屑擦傷工(gōng)件表麵而(ér)造成的(de); “啃刀” 是因拉刀彎曲(qǔ); 擠壓亮點是由刀齒後(hòu)刀麵與已加工表麵之間產生較強烈的擠壓摩擦, 或因(yīn)工件材(cái)料硬度過高等。
消除拉削表麵缺(quē)陷, 提高拉孔質量, 可采取以下措施:
(1) 提高刀(dāo)齒(chǐ)刃(rèn)磨質量, 保持刃口鋒利和刀齒上的刃帶寬度一致。
(2) 提高拉削平穩性, 增加同時參加工作(zuò)齒數, 最好4 ~5 個, 如果太少, 可把幾(jǐ)個工件(jiàn)疊在一起拉削;減小精切齒和校準齒的齒(chǐ)距或采用不等分齒距, 提高拉削係統剛性(xìng)。
(3) 合(hé)理選用拉削速度, 使用較(jiào)低切削(xuē)速度( <2 m /m in) 或用硬質合金拉刀和T iN 塗層拉刀以較高速度拉削來抑製積屑瘤的產生, 提高拉削表麵質量。
(4) 應用熱處(chù)理方法控製工件(jiàn)材料硬度, 因為當工件硬度小(xiǎo)於1 80 H B W 時最易產生鱗刺, 當硬度大於240H B W 時易產生擠壓亮點與劃傷。
(5) 合理選用與充分澆注切削液。拉削鋼件時, 選(xuǎn)用(yòng)濃度為1 0% ~2 0 % 乳化液、極壓乳化液或硫化油, 拉鑄件時用煤油對提高拉削表麵質量和拉刀使用壽命均有良好效果。切削(xuē)液供(gòng)應要充足, 在拉刀進入工件孔前和剛從工件孔中拉出時都應供(gòng)給切削液, 供應量一般不應少於5 ~15L /m in.
2. 防止拉刀斷裂及刀(dāo)齒(chǐ)損(sǔn)壞
拉削時刀齒上受力(lì)過大, 拉(lā)刀強度不夠(gòu), 是拉刀損壞的(de)主要原因。造成刀齒受力過大的因素很多, 例如:拉(lā)刀容屑空間不足(zú)或容屑槽嚴重堵塞, 拉刀刀齒上的(de)齒升量過大或不(bú)均勻, 拉刀彎曲, 切削刃上各點拉削餘量不(bú)均勻, 刀齒徑向圓跳動大,工件預製孔(kǒng)尺寸不合(hé)適或預製孔表麵太粗糙, 工件材料內部有硬質點或材(cái)料硬度過高(gāo), 以(yǐ)及工件夾持偏斜等(děng)。
為使拉(lā)刀順利拉削, 延長(zhǎng)拉刀使(shǐ)用壽命(mìng), 可采取如下措施:
(1) 嚴格控(kòng)製拉刀的製造精度與質量, 如刀具幾何(hé)參數(shù)和齒(chǐ)升量(liàng)大小等。若拉刀前角(jiǎo)不合適, 後角太(tài)小或刃帶過寬, 則切削條件差, 刀齒磨(mó)損快, 嚴重時會使拉刀卡住在工件孔中(zhōng), 而使拉刀折斷。拉刀前角通常可取5°~18°, 拉塑性材料時取大值(zhí), 拉脆性材料時(shí)取小值。拉刀(dāo)後角, 切削齒上可(kě)取3°±3 0′, 校準齒(chǐ)上可取1°±30′。刃帶寬度通常粗切齒(chǐ)和過渡齒上為≤0 .2 mm , 精切齒為(wéi)0. 3mm , 校準齒為0. 5 ~0.6mm .
拉刀刀齒上的(de)齒升量不宜過大, 否則, 會使切削力增大而使(shǐ)刀齒損壞或拉刀折斷。為此(cǐ), 須控製拉刀每(měi)個刀齒上的齒(chǐ)升量, 當個別(bié)刀齒上有(yǒu)損傷(shāng)、缺口或崩刃時, 應將該刀齒磨去, 再把其齒升量均勻分攤到其他各個刀齒上。
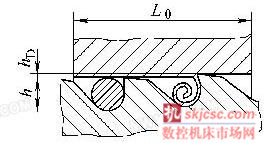
圖1 容屑槽的有效麵積與切削層截麵積
(2) 使用外購拉刀拉削應先(xiān)核算拉刀的容屑係數K .因拉刀屬於封(fēng)閉式(shì)切削(xuē)的刀具, 如容屑空間不夠(gòu), 切屑(xiè)將堵塞在(zài)容屑槽內, 而使拉削力急增, 導致刀齒損壞或拉刀折斷。如圖1 所示,須使容屑槽的有效麵積大於切削層截麵積(jī), 即K = (πh2/4) /(L0 h D) > 1式中(zhōng) h---容屑(xiè)槽的深度L 0 ---拉削長度h D ---切削層厚度, 同廓式切削拉刀h D = fZ , 組合式拉刀上hD = 2fZfZ ---齒升量K ---容屑係數, 它的(de)大小與被加工材料和齒升量有關, 通常可取K = 2 ~3. 5, 加工鑄件(jiàn)和齒升量(liàng)大時K 取小值, 加工鋼件和齒升量小時K 取大(dà)值此外, 被(bèi)拉工件的拉削長度(dù)也不能超出(chū)拉刀(dāo)設計時規定的長度, 以(yǐ)免同時參加工作齒數增多, 切削力過大而使刀齒(chǐ)損壞或拉刀(dāo)折斷。一(yī)般拉削長度都打印在拉刀的頸部上。
(3) 要求工件預製孔的精(jīng)度達到IT 10 ~IT 8 , 表麵粗糙度值R a ≤5μm ; 預製孔的基本尺(chǐ)寸應等於拉刀前導部直徑尺寸, 預製孔與工件基準(zhǔn)端麵的垂直度不應超過0.0 5 m m , 定位基準端麵不應有中(zhōng)凸。
(4) 對難加工材(cái)料, 可采取適當(dāng)熱處理改善材料的加工(gōng)性(xìng); 或選用W 6 M o5 C r4 V 2 A l、W 2 M o9 C r4 V C o8( M 42) 等硬(yìng)度和(hé)耐磨性能均較高的高性能(néng)拉刀和(hé)塗層拉刀; 也可在拉刀尾端裝一可更換的硬質合金擠壓環,如圖2 所(suǒ)示。
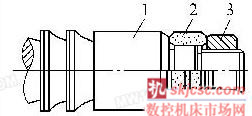
圖2 拉刀尾端裝硬質(zhì)合金擠壓環1. 後導部 2. 硬(yìng)質合金擠壓環(huán)3. 螺母
(5) 重(chóng)磨拉刀必須精細操作, 防止拉刀刃磨退(tuì)火和燒傷。
(6) 防止拉刀磨損過度, 以免切削力過大而使刀齒損壞,故須(xū)控(kòng)製拉刀(dāo)刀齒後刀麵上的磨損(sǔn)量, 通常不應超過0.2 ~0.3mm , 生產中常以達到上述磨損量時所拉出的工件數來(lái)加以(yǐ)控製。
(7) 運輸和保管拉刀時, 防止拉刀彎曲變形和碰壞刀齒。
(8) 選用合適的切削速度和切削液(yè)。粗拉切削速度一般為3 ~7m/min , 精拉(lā)切削速度一(yī)般為1 ~3 m/min ;工件材料(liào)強度、硬度較(jiào)高時, 拉削速度應取小值。
3. 防止拉後孔徑擴大或縮小(xiǎo)
拉削時產生(shēng)的積屑瘤, 是拉後孔徑擴大的主要原因。而拉削(xuē)薄壁件或韌性大的工件(jiàn)材料時, 由於拉後工件產生彈性回複則會使孔徑縮小。
為此使用拉刀時(shí), 可通過適當降(jiàng)低切削速(sù)度, 采用(yòng)冷卻性能好的切削液, 防止積屑瘤的產生以免孔徑擴大。防(fáng)止孔徑縮小, 可采用增大前角, 保持刃口鋒利,以及選用(yòng)合適的切削液等方法。例如, 用拉刀拉削40 C r和45 鋼工件, 當(dāng)用乳化液孔徑尺寸變(biàn)小時可改用硫化油拉削。這是因為乳化液是一種水基切削液, 水的導熱性好, 故刀具的熱膨脹小; 乳化液的潤滑性(xìng)比油類切削液差, 所以刀具對工件的擠壓(yā)作用也大, 加工(gōng)後工件的回(huí)彈量也就(jiù)增加, 因而孔徑尺寸減小。利用上述規律,實際生產中就可通過改變切削液的種類和成分來控製實際(jì)加工的尺寸, 以滿足拉孔精度和質量的要(yào)求。
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新(xīn)能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據