


1 、 前言
產品生產(chǎn)過程中(zhōng),周期與成本是兩個十分重要的因素。尤其在新品研製階段,由於(yú)產品尚未定型,產品(pǐn)結(jié)構更改及工(gōng)藝更改比較(jiào)頻(pín)繁,給生產準備、尤其是工藝裝備的設計和製造帶來很大困難,不但(dàn)會造(zào)成工藝(yì)裝備成本(běn)的增加,同時生產準備(bèi)周期會大大延長。因此,在(zài)產品研(yán)製(zhì)階段,大量采用組合夾具是縮短生產準備周期,降低(dī)工裝成本的重要途(tú)徑。傳(chuán)統的組合夾具由於其自(zì)身係統存在不足而影響了柔性組合夾具功能的發揮,因此在原(yuán)有組合夾具技(jì)術係統的基礎上進一步的開(kāi)發、創新,對於深入挖掘(jué)柔性組合夾具(jù)高效、快捷的潛在功效(xiào)十分必要。
2 、組合(hé)夾具的特點及應用範圍
2.1組(zǔ)合(hé)夾具的定義
組合夾具是工藝(yì)裝備(bèi)的一部分,是由一係列標準化、模塊化的(de)元(yuán)件,根據產品加工要(yào)求而組裝出來的夾具,可以理解成高度(dù)標準化的專用夾具,但(dàn)因其元件可以循環應用,夾具能夠(gòu)實現快速組裝、快速調整,因(yīn)此能夠縮短60%以上的夾具生產周期,節省80%以上的原材料。
從功能上講,組合夾具屬於專(zhuān)用夾具的一種,從其結構特(tè)點(diǎn)上說,組合夾具屬於可循環利用的(de)並具有(yǒu)高精度、高強度的標準化元件組裝成的(de)易聯結和拆卸的夾具,目前通用的說(shuō)法將(jiāng)組合夾(jiá)具與專用夾具分開,主要是依據夾具的設計(jì)製造過程,專用(yòng)夾具需要工裝製造廠根據設計圖樣製造專用元件,而組合夾(jiá)具則是直接選用通用元器件。
2.2組合夾具的類別及特點
按元件結構區分,組(zǔ)合夾具一般可分為槽係和孔係兩種,近年來,隨著國內外組合技術的不斷發(fā)展,在以上兩種元件的基礎上又開發出了孔、槽係集成元件。
組合夾(jiá)具的最大特點(diǎn)是周期短(duǎn)、見效快,雖然一次投資成本較大(dà),但由於其元件的循環應用(yòng)功能,按一個機型或幾個機型循環綜合計算,工裝成本將(jiāng)會大大降低。
2.3組合夾具的應用範圍
從加工零件的批量來看(kàn),組合夾(jiá)具(jù)最適用於新產品研製、試(shì)製、單件和小批量生產,對(duì)於產品變換頻繁,改型周期短(duǎn),產品類型多的部門和企業,大量(liàng)使用組合夾具的經濟效益較明顯;從加工工序分析,組合夾具對於鑽(zuàn)、銑、車、磨(mó)、鏜等加工基(jī)本都可適用,部分裝配、焊接(jiē)、檢驗工序也可實現;從精度等級方麵(miàn),組合夾具的直線尺寸精度可控(kòng)製在±0.05範圍之內,角度誤差可控製在±5′以內;從加工零件的外廓尺寸來看,一般尺寸在1000mm以下的零件夾具均可組合,而現在出(chū)現的大(dà)型組(zǔ)合元件使夾具的應用範圍又擴大了很多。
2.4組合夾具(jù)的產品研製中的作用
(1) 縮短生產準備周期,適(shì)應(yīng)市場快速反應需求;
(2) 減少專(zhuān)用工裝數量(liàng),降低研發成(chéng)本(běn);
(3) 調整靈活、快速(sù),降(jiàng)低研發風險;
(4) 為後期批量生產時工裝設計和製造提供基礎證據;
(5) 節能降耗。
3、 國內組合夾具應用現(xiàn)狀
3.1組合夾具應用(yòng)情況
目前國內組合(hé)夾具應(yīng)用範(fàn)圍(wéi)十分廣泛,遍及航空、航天、船舶、汽車、機械、紡織等係統,其中航空係統各主機廠(chǎng)都大量采用組合夾具。夾具組裝技術從最初的純手工(gōng)作業方(fāng)式正逐步與數字化設計、信息化管(guǎn)理等先(xiān)進(jìn)技(jì)術接軌,專業範圍除傳統的機械加工外,也逐(zhú)步向導管焊接、裝配、檢驗等專業滲透(tòu)。
3.2目前組合夾具係統處在的不足
從原理(lǐ)上(shàng)說,組合夾具能夠(gòu)替代90%以上的專用工裝,但實(shí)際應用中,如果不能處理(lǐ)好組合夾具自身係統存在的不足,其利用率會大打折扣,目前(qián)國內(nèi)組合夾具尚不能大量普及的(de)主要原因有(yǒu)以下幾點:
(1)一次投入成本高。組合夾具元件屬高精度(dù)元(yuán)件,其價(jià)格(gé)較貴,雖然具備循環應用特點,但如要批量使用,一次性投入較大,而見效需在使用一(yī)定數量規模的情(qíng)況(kuàng)下才能體現,所以一般中小(xiǎo)型企業,尤(yóu)其是在(zài)產(chǎn)品來源不固定的(de)情況下欲使用組合夾具投入較大,風險相對增加(jiā)。在這種情(qíng)況下可以考慮(lǜ)租賃使用(yòng)。
(2)專業技術發展慢,社(shè)會效應未能充分(fèn)體現(xiàn),廣告效應低。
(3)元件係統相對孤立。傳統(tǒng)的槽係和孔係組合夾具都是(shì)自成一派,相(xiàng)互之間兼容性低,各自優勢和劣勢(shì)明顯,不能互補。如槽係夾具組裝方便,調節靈活,但剛性、穩定性不足;孔係夾具剛性好,精度高,但設(shè)計組裝過程繁瑣,調整困難。
(4)傳統的生產方式(shì)落後,夾具生產的絕對時間短,但不能實(shí)現即時供應。
4、現代柔性組合夾具的發展趨勢
現如今由於產品多樣化,新品(pǐn)研製過程的複雜化,工件精度要(yào)求的高度化,工藝裝備的柔性化,對組合(hé)夾具結構的要求更具體展現出來,不但要解(jiě)決結構靈巧、使用方便(biàn)、安全可靠等問題,而且要超多種類夾具、多品種(zhǒng)元件的方向發展,使(shǐ)各種係列類型元件之間能(néng)夠互通、配套、結合、選優。
4.1數(shù)字化技術應用於組合夾具生產過程中
隨著計算(suàn)機設計技術,尤其是數字化設計技術(shù)的逐步成(chéng)熟,組合夾具的發展必須與先進(jìn)的技術接軌,其功能才能得到更大的發揮。由於產品設計的上遊數據均采(cǎi)用三維數據集的形式傳輸,產(chǎn)品的更多數據信息(xī)隻有通過數學模型才能讀取,因此傳統的按圖紙、工序件組裝夾具越來(lái)越受(shòu)限製。單純講工藝裝備(bèi)的數字化設計(jì),已經(jīng)是成(chéng)熟(shú)的技術,但數字化(huà)設計技術與組合夾(jiá)具的結合,尚未更好地普(pǔ)及。組合夾具(jù)設計模塊(kuài)的開(kāi)發,為實現組合夾(jiá)具的(de)設計和(hé)模擬組裝提供了基礎。未來的組合夾(jiá)具,可以理解成完全(quán)標(biāo)準化的工藝裝備,其設計與目前的工裝設計過程一致,將(jiāng)是完全的數字化設計和信息化(huà)管理。
4.2組合夾具(jù)係列、結(jié)構的變(biàn)化與更新
目前我國組合夾具的主打係列還是以槽係夾具為主,這類夾具靈活性高,組裝調整方便,適用於鑄件、模鍛件等不規則基準麵零件夾具的(de)組裝,以及粗加工、半精加工等工序所用的夾具。不足之處在於元件之(zhī)間的(de)聯結剛(gāng)性差,夾具穩定性不足,夾具精度易受撞擊等外界因素的影響(xiǎng)而變化,夾具很難承受大切(qiē)削力(lì)。在歐美(měi)等國家,孔(kǒng)係組合夾具應用(yòng)較廣泛。該係列的特點是元件之間剛性聯(lián)結,組裝出的夾具精度高,剛性好,不易變形,但靈活性不足,調整不方便。我們結合二者優勢,開發出了孔、槽係列結合的元件係統,即開發出部分部分元件,能使(shǐ)傳統孔槽係列元件完全(quán)兼(jiān)容使用,將二者的優勢得以從分發揮,同(tóng)時又最大限度的彌補了其原有的缺陷。
4.3孔槽結合類組合夾具的基本原理
從多年應(yīng)用中可(kě)以得出結(jié)論,槽係組合夾具的最大缺陷是剛性和穩定性不足,究其根(gēn)本是多元件疊加使用時連接剛性不足,就單個元件來講都是經過試驗和(hé)實(shí)踐驗證的。連接的剛性主要取決與其固有的結構特點和連接方式。而孔係夾具調整不靈活,主要體現在基(jī)礎元件上孔位的固定性。一套優質的工(gōng)裝,定位 、引導等結(jié)構裝置要求穩定、可靠,而壓調整機構則需(xū)要方(fāng)便靈活。基於以上原理,我們開發孔槽結合類夾具元(yuán)件的主要思路是(shì)利用槽係夾具的基礎板作為夾具基體,夾具體中定位、支撐等機構采(cǎi)用孔係係列元件,從而既能保證夾(jiá)具(jù)主要結構的剛性、強度(dù)和穩定性,而(ér)壓緊、調(diào)整(zhěng)等機構從槽係基礎板上安裝,其靈活性將大大提高。
4.4孔(kǒng)槽結合(hé)類組合夾具示例
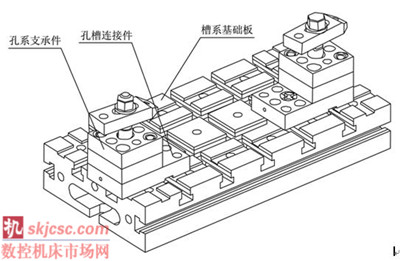
上圖是孔槽係列元件結合應用的一個簡單示例,該夾具中,基礎(chǔ)板采用的是槽係元件(jiàn),上麵的(de)支撐件采用孔係元件,把兩種係列元件連接在一起的是我們新開發的孔槽(cáo)過渡支承件(jiàn)的一類,針(zhēn)對(duì)不同的連接方式對應不同的新(xīn)型過渡(dù)件結構,同時,由於孔、槽係元件(jiàn)連接方式的不同(tóng),過渡(dù)連接件需要特殊的(de)緊固件和專用工具。
5、結論
隨著中國裝備(bèi)製造(zào)業(yè)的迅猛發展,產品更新換代的日益(yì)頻繁,新型柔(róu)性組合夾具將(jiāng)會得到更加廣(guǎng)泛(fàn)的應用,其快速、簡捷、省工、省時、省錢的優勢將會得到更(gèng)大的發揮。隨著夾具組裝技術的不斷進步,元件係統的逐步更新(xīn)、升級,組合夾具的使用範圍、實用功能等將會大大(dà)提高,其發展空間,市場前景還有很大的潛力可以挖(wā)掘。(文自:沈陽機床股份有限(xiàn)公司 )
如果(guǒ)您(nín)有機床行業、企業相關新聞稿件發表,或(huò)進(jìn)行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年(nián)10月 分地(dì)區金屬切削機床產量數據(jù)
- 2024年10月 金屬(shǔ)切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
- 機(jī)械加工過程圖示
- 判斷一台加(jiā)工中心精度的幾種辦法
- 中(zhōng)走絲線(xiàn)切割機(jī)床的發展趨勢
- 國產數控係統和數控機床何去何(hé)從?
- 中國(guó)的(de)技術工人都去(qù)哪裏了(le)?
- 機械老板做了十多年,為何還是小作坊(fāng)?
- 機械行業(yè)最新自殺性營銷(xiāo),害(hài)人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要(yào)從(cóng)機床
- 一文搞(gǎo)懂數控車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別