


大型薄壁(bì)曲麵車床旋壓加工技巧
2020-11-5 來源:天津航天機電設備 天(tiān)津航天長征火火箭 作者:師占根 黃忠寶 高顯勝
摘要:薄壁(bì)曲麵(miàn)成(chéng)形一般采用凸凹模,冷熱(rè)拉(lā)伸成形,但針對大直徑,特別是4m以(yǐ)上(shàng)單件小批量加工(gōng)曲麵時,製作(zuò)拉伸模具的成本高,需專用的拉伸(shēn)液壓機床(chuáng)設(shè)備,產(chǎn)品質量和生(shēng)產周期受到很(hěn)大影響,利用大型數控(kòng)立式車床,製作三圓弧複合(hé)旋輪及工裝,采用旋壓快速成形加工技巧,大幅提高產品的質量和生產效益。
大型薄(báo)壁曲麵的成形加工,特別是單件小批量生產模式,如在生產過程中,單純采用傳統凸凹模或胎具方法製作,模具胎具精度(dù)尺寸(cùn)要求(qiú)高,結構大(dà),需專用(yòng)的大型拉伸液壓機床設(shè)備,導致(zhì)成本高,生產周期長。我所(suǒ)生產眾多型號的密封容器,頂(dǐng)部均為大型薄壁曲麵,尺寸為(wéi)4~5m,壁厚3m m,曲麵伸度260~4 6 0 m m ,采(cǎi)用(yòng)傳統的方法存在以上問題,針對此難題,進行技術攻關,解決瓶頸,創新加工方法,利用大型立式(shì)車床,製作三圓弧複合旋輪及工裝,采用旋壓快速成形進行加工,極大的降低了生產成體,生產周期僅2~3h完成加(jiā)工,現以我所生產的型號圓柱形密封容(róng)器頂部薄壁曲麵生(shēng)產為例,介紹生產(chǎn)加工方法(fǎ)及經驗(yàn)。
1. 典型工件產品介紹
兩用圓(yuán)柱形容器的生產,其頂(dǐng)部和直徑4 400mm的超大型薄壁曲麵,壁厚薄,隻有3mm,材料為LF21-0鋁(lǚ)板,工件如圖1所示,因達不到(dào)一定的批量(liàng),不適(shì)合采用(yòng)模具胎具製作,加工難度高,針對這一難題,進行(háng)技術攻關,采用大型薄壁曲麵車床快速旋壓加工方法(fǎ),交付產品。
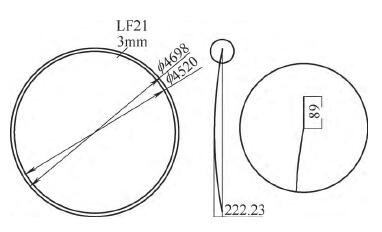
圖1 兩用圓柱形容器頂部曲麵
2. 薄壁曲麵車床快速旋壓
加(jiā)工方法原理拉伸旋壓成形主(zhǔ)要依(yī)靠坯料沿半徑方向上的(de)伸長變形來實現毛坯彎曲塑性(xìng)變形,過程中毛坯的厚度(dù)方向上外表麵伸長量大於(yú)內表麵伸長量(liàng),而材料表麵由平麵變為凹形球麵,麵積在不斷增大,是它的主要變形方式。在成型(xíng)過程中可(kě)以明顯看到坯料球麵的(de)變(biàn)化。
該超大球形曲麵旋(xuán)壓加(jiā)工方法(fǎ)是將一定厚度(dù)、延展性好的鋁板周邊固定(dìng)在環形法蘭工裝上,要保證鋁板與(yǔ)支承法(fǎ)蘭緊(jǐn)固,法蘭與鋁板一起放置(zhì)在大型立式車床平台上(shàng),提高到產品圖樣要求的高(gāo)度,找正裝夾。采用專用旋壓裝置,編輯球麵(miàn)圓弧曲線程(chéng)序,等距(jù)補(bǔ)正的加工方案對鋁板(bǎn)分層次循序漸(jiàn)進(jìn),快速旋轉並向下按圓弧軌跡加壓進給,實現球形曲麵快速成形。
3. 工裝設(shè)計
針(zhēn)對同一型號產品(pǐn)內外多種尺寸球形曲麵的要求,經過研(yán)究(jiū),確定在超大球形封頭旋壓加工過程中,需要設計通用工裝,實現平台化標準,即範圍相近並(bìng)小於工裝可選用(yòng),統一支撐(chēng)工裝,節約加工成本(běn)。
(1)支撐工裝設計及(jí)材料裝夾定位 材料(liào)鋁板需固定在直徑符合(hé)的工裝支撐法蘭工裝上,工裝起固定和支承(chéng)作用,向下旋壓。旋壓過程中采用編(biān)寫程序,偏移Z 軸仿形(xíng)加工的加工工藝方法。即材料(liào)中心最先(xiān)成型,逐(zhú)漸(jiàn)向邊緣擴展,如圖2、圖3所(suǒ)示加
工藝方法。

圖2初次拉伸
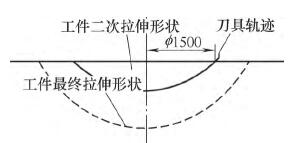
圖3二次拉伸
設計支承工裝圓環狀(zhuàng),材質(zhì)為Q235,直徑(jìng)為4 520mm,圓環(huán)寬度為130mm,高度120mm,圓上均布製作48個M12的螺紋孔,以便於平整均勻緊固壓緊毛坯鋁板,避免旋壓拉伸邊緣產生拉伸變(biàn)形褶皺現象。支(zhī)撐工裝如圖4所示。
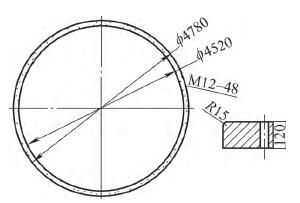
圖4支撐工裝
(2)設計製作立式車(chē)床專用旋壓(yā)刀(dāo)杆 使用的旋壓裝置為采(cǎi)用滾輪(lún)向鋁板施(shī)壓(yā)的裝置,根據向鋁板加壓的(de)情(qíng)況,設計輪子(zǐ)的直徑為140mm,鋁板(bǎn)材料LF21-O易延伸,但表麵硬度低,為(wéi)了(le)避免在拉伸過程中內表麵出現壓痕,影響表麵(miàn)粗糙度,同時(shí),有效避免多次旋(xuán)壓後(hòu)內表麵表麵積增加,導致產品中心出現褶皺現象,輪子材料采用非金屬聚(jù)氨酯製作。並製作滾輪安裝在刀架(jià)上的輔助裝(zhuāng)置滾輪架,滾輪架為保證良好(hǎo)的性(xìng)能,采用45調質鋼整體加工成形,滾(gǔn)輪架裝夾柄截麵設計為平行四邊(biān)形,並傾斜(xié)37°,裝夾後自然形成(chéng)8°~10°的螺旋切入角,使加工過程更容易切(qiē)入(rù),更加平穩。滾輪旋壓裝置結構、裝配如圖5、圖6所示。
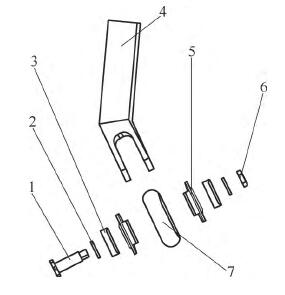
圖5旋壓刀杆結構分解
1—心軸 2—擋圈 3—軸承 4—刀杆 5—軸承座 6—螺母 7—旋壓滾輪
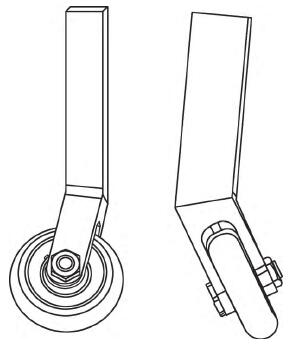
圖6旋壓刀杆裝配
4. 分層旋壓拉伸加工
工件加工的(de)具體步驟(zhòu)如下:① 將已拚焊完成的厚3 m m 、 直徑約 5 m 的鋁板 ,固定在支承工裝法蘭圓環上,用4 8 個 M 1 2 螺釘(dìng)緊固,壓緊過程中保持,邊緣平整。②旋壓的滾輪裝置安裝在(zài)刀架上,滾輪方向保證垂直於機床(chuáng)台(tái)麵,以中心對刀。③在旋壓加工時采用由邊緣向中心進刀方式,采用 較 大 的 切 削 速 度 3 0 0 ~ 5 0 0 m/m i n,進給量2~5m m/r,提升加工效率。④編製球麵圓弧曲線程序,確定球麵半徑為工件最終值(zhí),保持球麵半徑不變,采用Z向偏(piān)移(yí)的加工步驟,多次循(xún)序漸近(jìn),旋壓拉(lā)伸成形,圓(yuán)弧深度留3m m精整加工量,如圖3、圖7所示,完(wán)成精加工(gōng)。注意:根據材料延展率、產品直(zhí)徑和旋壓拉伸深度、壁厚等確定拉伸深度和每次刀具(jù)軌跡的大小。保證材(cái)料旋壓拉伸過程中(zhōng)均勻受力,避免局部加工硬化。⑤鬆(sōng)動緊固螺釘,釋放應力,減少(shǎo)變形回彈,再次緊(jǐn)固螺釘。⑥精整加工時,保持球(qiú)麵(miàn)半徑不變,旋壓拉伸深(shēn)度為3 m m ,同樣的加工軌跡,采用1.5m m/r進給量,一次成形,如中心退刀時(shí)反彈量大於1mm,再次精整加工。⑦切割球麵曲線最大外圓成形,拆(chāi)卸工件各工裝(zhuāng)。

圖7加(jiā)工過程
在整個加工過程中,始終以分層次循序漸近的操作原(yuán)則,使(shǐ)被加(jiā)工材料能夠充分均勻的延展拉伸,使材料拉伸點(diǎn)達到均衡狀態(tài),以確保拉伸(shēn)過程中不會因過渡拉伸造成加工硬化和(hé)材料局部超出延展率破裂現象(xiàng),加工完成後表麵形狀誤差小於1mm,表麵保持光滑無任何劃(huá)傷。加工中,可(kě)針(zhēn)對毛(máo)坯材料,旋壓滾(gǔn)輪材質可(kě)采用工具鋼、鋁青(qīng)銅、尼綸和聚(jù)氨脂等(děng)。加工後工件實物如圖8所示。

圖(tú)8加工後工件實物
5. 經濟效益分析
采用旋壓加(jiā)工(gōng)兩(liǎng)用容器超大球形曲麵,與其他加工方法相比,不需製作專用模具,成本極(jí)低,至少節約經(jīng)費30萬元,節省生產(chǎn)周期>3個月,而且(qiě)加工工序少,不(bú)需要專用的熱處理去除應力,外形尺寸精度能達到GB/T1804-m要求,表麵質量(liàng)好,產品順利交付。在共享平台化支撐環基礎上簡單增加過渡環,實現了眾多型號不同尺寸球形曲麵的加工。
6. 結(jié)語
旋壓(yā)加工超大薄壁球形曲麵是一(yī)種創新工藝方法,對於大型、薄壁的(de)鋁合金封頭有積極的(de)推廣作(zuò)用,它基本方法是將薄壁、延展性好的鋁板周邊固定在環形法蘭工裝上,在機床工(gōng)作台上墊(diàn)高(gāo)裝夾固定,用(yòng)專用(yòng)設計製作的(de)滾輪(lún)裝置旋(xuán)壓,對鋁板分層次循序漸近(jìn),旋壓拉(lā)伸,實現球麵形狀。該法具有優越的經(jīng)濟性和實用性,具(jù)有加工變形(xíng)力小、節約原材、工序少、成本(běn)低和生產周(zhōu)期(qī)短等優點。
投稿箱:
如果您有機床行業、企業相(xiàng)關新(xīn)聞稿件發表,或進行(háng)資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新(xīn)聞稿件發表,或進行(háng)資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
")
業界視點
| 更多
牌調查")
行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘(chéng)用車(轎車)產量數據
- 2024年11月(yuè) 新能(néng)源汽(qì)車產量數據(jù)
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地(dì)區金(jīn)屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據(jù)
博文選萃
| 更多