


五坐標數控後置處理算法研(yán)究
2014-5-17 來源:陝西鼓風機(集團)有限公司 作者:徐小查(chá)
摘要:從數控編程的後處理任務出發,以特(tè)定五坐標機床! ( 為研究對象,以機床編程手冊為參考,以刀具(jù)路徑模擬軟件)*+,- 為研究及模(mó)擬工具,闡述了五坐標數控機床控製係統./00 的數控程序(xù)坐標計算方法。
1、後置處理概述
數控機床種類繁多,要想開發通用的後處理(lǐ)軟件是不可能的(de),也是沒有必要的。可根據現有多軸機床的特點(diǎn),開發性能可靠,使用方便的專用後處理軟件。數控機床的所有(yǒu)運動和操作都是執行特定的數控指令的結果,完成一個零件的數控(kòng)加(jiā)工一般需要連續執行一連串的數控指令,即數控(kòng)程序。在自動編程中,一般先計算出刀位數據文件(@B),它由點坐標(biāo)及(jí)其法矢量等組成,它還不(bú)是數控程序。還需要進一步把刀位源文件轉換成指定機床能(néng)執行的數控程序,輸入到數控係統,才能進行零件的數控加工。
在數控編程中(zhōng),把刀位數據(jù)的計算過程稱(chēng)為前置處理。把刀位數據文件轉換成指定機床能執(zhí)行的數控程序的過程稱為後置處理( POST PROCESSING)。
2、後置處(chù)理的主要任務
後置處理的任(rèn)務就是把刀位文(wén)件轉換成指定數控機床能執行的數控程序。通常多軸後置處理是根據具體機床運動結構和其數控係統能夠接受的控製指令格式(shì),將前(qián)置處理中計算的刀位數據變成機床各軸的運動數據,並(bìng)按其(qí)控製指令格式(shì)轉換成為數控機(jī)床的加(jiā)工程序(xù)。
後置處(chù)理過程原(yuán)則上是解釋執行,即每讀出刀(dāo)位(wèi)源文件中的一個完整記錄(行),便分析該記錄類型,根據記錄類型確定是進(jìn)行坐(zuò)標變換還是進行文(wén)件代碼(mǎ)轉換,然後(hòu)根據所選數控機床進行坐標變換或者文件代碼(mǎ)轉換,生成(chéng)一個(gè)完整的數控程序段,並(bìng)寫到數控程序文(wén)件中去,直到刀位源文件結束。"
3、後置處理算法研究
一般來說,五軸聯動(dòng)是指數控機床的X、Y、Z 三個移動坐標和繞X、Y、Z 軸旋轉的三個坐標A、B、C中的任意兩(liǎng)個坐標的線性插補運動。
五軸(zhóu)機床中的五個坐標通常是由(yóu)三個移動坐標(biāo)X、Y、Z 與三個(gè)轉(zhuǎn)動坐標A、B、C 中的任意兩個組成。轉動坐標A、B、C 的(de)運動可由回轉工作台的轉(zhuǎn)動或刀具的擺動來實現。不同類型的數控機床,其運動方式不一致,故其後(hòu)置處理(lǐ)算法也(yě)各不相同。
4、以下介(jiè)紹我公(gōng)司五坐標數控(kòng)機床C. B.Ferran 的控製(zhì)係統CNC E500 的數控程(chéng)序的坐標處理算法。
後(hòu)處(chù)理算法(fǎ)工作(zuò)的開展以機床編程手冊為參考,以刀具路徑模擬軟(ruǎn)件PLO3D 為研究及模(mó)擬工具。 是C. B.Ferran 公司開發的一種工具軟件,用於模擬演示、驗證和修改符合ISO標準的數控銑程序。它在屏幕上顯示刀具中心的路徑,還可以顯示刀軸方向和程序原點(diǎn)坐標,在五坐標(biāo)模擬加工中不僅顯示程序坐標而且顯示其對(duì)應的法矢量。
本文以PLO3D 為工具,研究了某(mǒu)機床後處理程序的算法。首先(xiān)研究了機床五個坐標的(de)確定方(fāng)法,然(rán)後研究(jiū)了已有程序中的坐標(biāo)關係,最後對已有的刀位數據進行後(hòu)處理生(shēng)成了五軸加工數控程序。
C.B.Ferrari機床的兩個轉動坐標是:繞x軸的轉台坐標和(hé)繞(rào)Y軸的擺頭坐標,在該機床(chuáng)的(de)控製係統中,其(qí)相應旋轉運動字地址分別是A 和C。根(gēn)據機床特(tè)點,機床(chuáng)五個坐標運動字地址的順序為XYZAC。
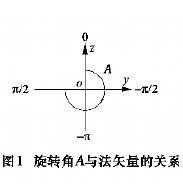
C.B.Ferrari的C轉角的編程中心在(zài)刀尖點或刀心點上,對三個平動坐標的數值沒有影響,C角的零點與Z軸重合。根據該機床的特點,設擺角C 坐標中心在(zài)刀具中心,繞Y軸(zhóu)順(shùn)時針轉動角度值為正,逆時針角度為負;轉角A 在其轉動平麵內的角度如圖A 所示。
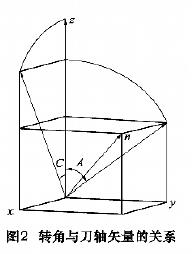
經分析得到機床A、C 轉角與刀軸矢(shǐ)量的關係如圖B所示,從圖中,得出A、C 轉角的坐標計算(suàn)公式(shì)如下:由(yóu)圖A、B 得到A 轉角與法矢量的(de)關係,其(qí)計算公式為:

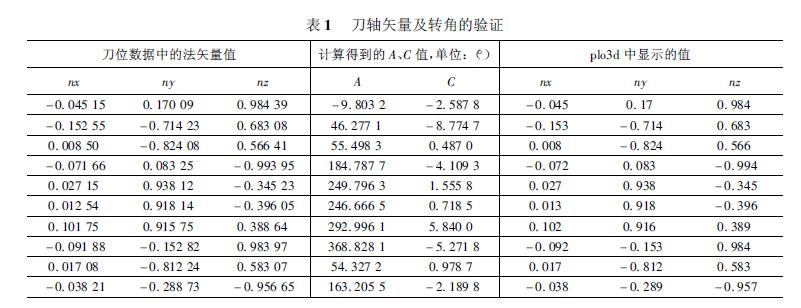
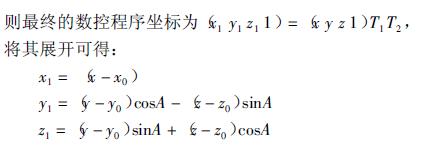
至此,數控(kòng)加工程序的五個運動坐標全部計算出來,再按照該控製係統程序代碼格式將其插入程序中,就是(shì)數控(kòng)程序了。注(zhù)意(yì)旋轉擺頭雖不影響X1、Y1值,但(dàn)與之相關的實際運動坐標將(jiāng)隨(suí)其繞刀尖點的轉動而產生相(xiàng)應(yīng)的(de)平移。" 算(suàn)法驗證把一(yī)個葉片(piàn)表麵的環形刀位數據用上述方法轉換成數(shù)控程序,在PLO3D得到圖(tú)3所示的圖形。

表1的數據進一步證明了刀軸矢量和轉角關係算法的正確性。數據來源於經(jīng)過驗證的C.B.Ferrari程序中的數據,計算結果與軟件中顯示的結果基本吻合。
5 結語
在五坐標加工中(zhōng),角度坐標是以刀軸矢量和機床轉角關係為依據計算得到的,是進一步計算三個平動坐標位置的基礎。根據本文總結出的關係,將(jiāng)計(jì)算得到的刀位數據(包括(kuò)位置及其矢量)換算成加工坐(zuò)標並進(jìn)而(ér)生(shēng)成(chéng)加工程序,用PLO3D軟件進行刀(dāo)具模擬,得到了正確的結果。
投稿(gǎo)箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作(zuò),歡迎聯(lián)係本網(wǎng)編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作(zuò),歡迎聯(lián)係本網(wǎng)編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據(jù)
- 2024年(nián)11月 分地區金屬(shǔ)切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月(yuè) 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據