機床")



LOGO!對CW6163B型車床的(de)數控化改造
2020-5-13 來源:廣州市工貿技師(shī)學院 作者: 鍾文偉(wěi)
摘要:本文通(tōng)過改造一個老式車床,來介紹改造項目改造(zào)步驟。要先了解要改造機床的動作(zuò)流程,根據其動作流程確定其改造方案,畫出改造後電氣原理圖(tú),然後與廠家的技術人員一起完善電氣原理圖,最後根據(jù)原理(lǐ)圖(tú)進行接線,完(wán)成設計。
關鍵詞:過(guò)載;短路;PLC;變壓器(qì);順序控製
廣州(zhōu)市某機械設備加工廠內(nèi)有一(yī)台老式車床,它使用年限長(zhǎng)達30年,控製線路早已有多處破損,時有故障產生,已經嚴重影響了生產,但這(zhè)台機床的本體尚是完好(hǎo),購買一台全新的(de)設備取代它(tā)大約要十幾(jǐ)萬。鑒(jiàn)於以上(shàng)廠家領導找到我,希望我能對這台老式設(shè)備進行數控化改造,以最小(xiǎo)經濟代價讓這台設備煥發(fā)新春。
接到任務(wù)後(hòu),來到廠家和他們技術人員進行對接,谘詢一些有(yǒu)關該車床一些基本情況,想問對於這台(tái)設備他們想改造到(dào)什麽程度,隻是單純完成原來的控製功能(néng)還是(shì)另外增加一些功(gōng)能。由於曆(lì)史久遠,廠家技術人員無法提(tí)供(gòng)相應的技術資料,原有的圖紙早已丟失。對於(yú)這台設備他們(men)有以下(xià)想法(fǎ):
1.設備原有功能(néng)全部都要有,原有保護也都(dōu)要有。
2.對設備控製(zhì)箱改動最小,增加電動機的工作指示和故障指示。
3.要充分利用原有型號電氣元件。
了解了他們想法,我(wǒ)確定了我的工作思路,首(shǒu)先我(wǒ)要對車床的動作流程要清(qīng)楚,恢複車床的原電氣原理圖,然後(hòu)分析它的工(gōng)作原理,據此確定用什麽(me)PLC對(duì)其改(gǎi)造,再畫出改造(zào)後的(de)電氣原理圖(tú),然後廠家技術人員一起(qǐ)確定該電氣原理圖的(de)是否(fǒu)符(fú)合他們(men)要求(qiú),最後按圖接線完成(chéng)改(gǎi)造任務。
一(yī)、恢複原有電氣原理(lǐ)圖
到了現場後,通過試車和跟線,最終確定原來(lái)的電氣原理圖如圖1所示:
二、圖(tú)1電氣(qì)原理圖原理分析
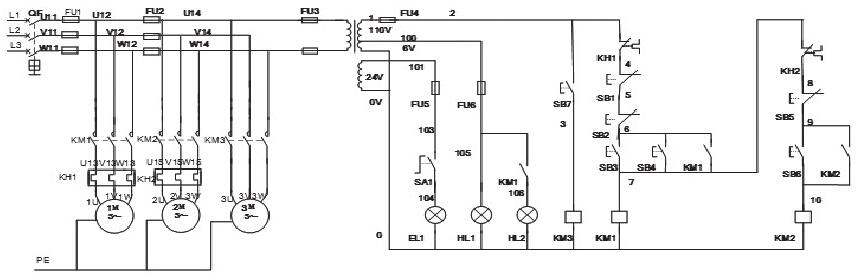
圖1 原有的電(diàn)氣原理圖
這台車床共控製三台電機(jī),1M主軸電動機是單向長時間運行,2M冷卻泵電動機(jī)也是(shì)單向長時(shí)間(jiān)運(yùn)行,而3M快(kuài)速進給電動機是點(diǎn)動(dòng)運行(háng)方式。
合上電源開關QF,為主電路和控(kòng)製線(xiàn)路提供電(diàn)源。控製線路(lù)分成三個工作電壓,一個是接觸器線圈(quān)的控製電壓110V;一個是指示燈工(gōng)作電壓6V;最後一個是照明工作電壓24V。按下(xià)SA1,則照明指示燈EL1開始工作輔(fǔ)助照明;按下SB7,3M快速進給電(diàn)動機開始點動運行;而1M主軸電動機和2M冷卻泵電動機存在著一個順序控製(zhì)關係,冷卻泵電動機一定要後啟動,而主軸電動機還要二地(dì)控製。按(àn)下SB3或SB4,主軸電動機啟動(dòng),然後(hòu)按下SB6啟動冷卻泵電動機,按下SB5停止冷(lěng)卻泵電動(dòng)機(jī);按下SB1或SB2所有電動(dòng)機均停止(zhǐ)。
三、確定改造方案
根(gēn)據上麵簡述的工(gōng)作原理,以及廠家技術人員所提出技(jì)術要求,我確定改造方案所用PLC為西門子LOGO!,型號為LOGO!230RC。選擇西門子LOGO!原因如下:1.西門子LOGO!為小型PLC,基本不上占用空間,直接占用原變壓器的位置(zhì)。2.西門子(zǐ)LOGO!可以直接帶負載,它每個輸出(chū)點可以(yǐ)帶的電流為10A。3.西門子LOGO!便宜,通過對原理分析想完成改造,要用8個輸入點,4個輸(shū)出點,隻要一個(gè)西門子LOGO!基本模塊就可以,而(ér)一個西門(mén)子LOGO!基本模塊市場價(jià)500塊就可以了。4.LOGO!模(mó)塊采用的220V供電,原來控製箱內有一根零(líng)線,不要另外改線。
1.西門子LOGO!現場元件信號對(duì)照表如表1所示。
表1 PLC的I/O現場元件信號對照表(biǎo)

2.完成改造後電氣原理圖。
原來電氣原理圖的(de)主(zhǔ)電路保護(hù)原樣,隻要把控製線路稍做修改。
為了減少PLC輸入(rù)點(diǎn),我把(bǎ)二地(dì)啟動和二地停止各隻占用一個輸入點(diǎn),電動機的工作(zuò)指令和故障指令,都是在外(wài)圍線路,也不(bú)占用(yòng)輸入點。通過這些處理方法,隻要一個西門子LOGO!230RC基本模塊(kuài)就可以了,費用也減少了。完(wán)成改造的電氣原理圖如圖2所示。
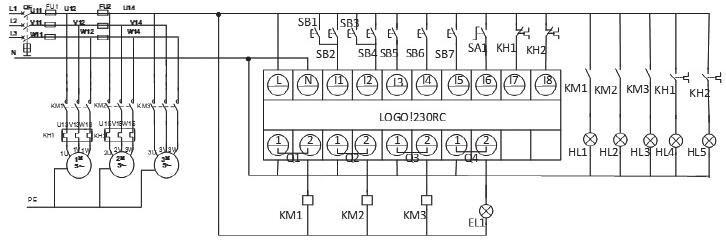
圖2 完成改造電氣原理圖
3.與圖2所(suǒ)配套的程(chéng)序圖如圖3所(suǒ)示。
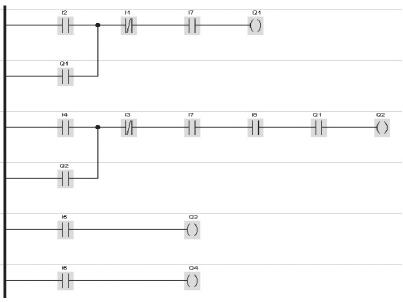
圖3
四(sì)、與廠家技術(shù)人員確(què)定方案
改造(zào)方案我確定以後,找來廠家技術人員,將上述圖紙提供給對方,看對方是否有不同建(jiàn)議(yì)。由於這個改造方案隻是用PLC替換了原來控製線路,控製各個電動機動作的接觸(chù)器仍然是原來的,隻是控製線圈的電壓由原來110V變成了220V。在控(kòng)製冷卻泵的接觸(chù)器KM2控製程序支路(lù)當中串入控製主軸接觸器KM1常開觸點,以形成順序控(kòng)製(zhì);過載保護KH1和KH2占(zhàn)用了二個輸入點,在(zài)程序當中控製接觸器KM1和(hé)KM2的斷開,KH1斷開主軸電動機和冷卻泵電動機均停止,而KH2斷開則隻停止冷卻泵電動機。這就是說,線路原來功能和保護全部都有。
這個改造方案中(zhōng)西門子LOGO!230RC占用原來變壓器的位置,另外在控製箱的(de)外殼增(zēng)加了一個(gè)工作指示燈和二個故障指示燈,其餘均為原來型號的元器件,用PLC取代原(yuán)來的控製線路。在PLC外圍利用三個接觸器常開輔助(zhù)觸點接通三個工作指(zhǐ)示(shì)燈,KM1吸合,則EL1工作指示燈亮;KM2吸合(hé),則EL2工(gōng)作指(zhǐ)示燈亮(liàng);KM3吸合,則EL3工作指示燈亮;KH1動(dòng)作,主軸電動機和冷卻泵電動機均停止,EL4工作指示燈亮;KH2動作,冷卻泵電動機(jī)停止,EL5工作指示燈亮(liàng).對原來控製箱基本上沒有什麽改變,也增加(jiā)電動機工(gōng)作指示燈和故(gù)障指令燈,符合廠家的設計要(yào)求。
改造過程全部利用原來型號的元器件,對接觸器線圈的工作(zuò)電壓由原來的110V,變成220V,照明指示燈的工作電壓由原來的24V變成220V,工作狀態指示燈的工作電壓(yā)由6V變成220V,這樣做的目的省去一個機(jī)床控製變壓器,也便於統一管(guǎn)理後備元件。
五、完成接線,上電試機
與廠家的(de)技術人(rén)員確認,按改造後電(diàn)氣原理圖接好線,然後進行試機,符合(hé)廠家設計要求。本改造方案也比較經濟,改造過程使用一個(gè)西門子LOGO!價值500,三個接觸器價值100,六(liù)個(gè)指示燈價值20,再加上導線若幹,價值100,總的成本在1000以下。經過(guò)一個時間運行,車床動作穩定(dìng),故障基本上也沒有了,達到了設計要求。
投稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎(yíng)聯係本(běn)網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎(yíng)聯係本(běn)網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地(dì)區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源(yuán)汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據