



車床上鑽鏜深孔(kǒng)和小孔經驗技巧
2020-4-18 來源(yuán): 中車(chē)北京南口機械有限公司 作者:鄭文虎 張明傑
摘要:在車床上鑽鏜深孔是十分困(kùn)難的工作,刀杆直徑小和剛度差,容易產生振動,而且因孔直徑小排屑和冷卻潤滑(huá)不好,鑽頭易折斷在(zài)孔(kǒng)中不易取出,往往成為(wéi)生產中的難題。但隻要掌握其要領或改善工裝,就一定能(néng)順利完成此類工件的加工。
所謂深孔,就是(shì)長徑比大於5 的孔(kǒng)。但在實際工作中,經常遇到長徑比大於100的超(chāo)深孔。下麵介紹幾條(tiáo)鑽鏜深孔和小孔的經驗,這(zhè)是從幾(jǐ)十年為解決這類生產(chǎn)技術難題後(hòu)的總結。從這些技(jì)術經驗中(zhōng),可以看出(chū)“事在人為”和“辦(bàn)法總比困難多”的精辟論斷,用此經驗已經(jīng)無數次成功解決此類工件的加工。
1. 掌握(wò)技(jì)術要領可順利鑽好超深小直徑孔
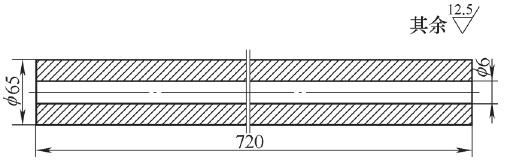
圖1 機床(chuáng)主(zhǔ)軸坯件
圖1所示的工件為機床主軸毛坯,需鑽削長(zhǎng)徑比大於120的ϕ6mm油孔。鑽削它的難(nán)度是孔徑小、長徑比大、鑽(zuàn)杆剛度極差(chà)。而(ér)且(qiě)在鑽孔過程中,稍為不慎易(yì)將鑽頭折斷在(zài)孔中(zhōng),不能取出,有時(shí)因導向不好把(bǎ)孔鑽偏。
(1)刃磨鑽頭和焊接加長鑽杆。刃磨鑽(zuàn)頭時,為了減小鑽削時的軸向切削力,應把鑽頭的橫刃寬度b修磨小(xiǎo),一般使(shǐ)b=(0.04~0.06)d0,d0為鑽頭直徑。在焊接加長鑽杆時,為了使鑽頭焊接固,除(chú)在焊口橫斷麵進(jìn)行焊接(jiē)外,還應在鑽頭插入鑽杆的部位進(jìn)行(磨一缺口)焊接。鑽杆長度大於孔深100mm,以便於裝夾在車床方刀台上。鑽杆直徑比鑽頭直(zhí)徑小0.15~0.2mm,但不能太小,以免導向不(bú)好把(bǎ)孔鑽偏。
(2)鑽孔。把工件用卡盤和中心架安裝(zhuāng)在車床上,先用車床尾座和中心鑽在工件端麵上(shàng)鑽一個直徑略大於鑽孔直徑的孔使鑽頭定位孔,再用(yòng)標準ϕ6mm鑽頭鑽(zuàn)一個盡可能(néng)深的導向孔,然後把加長鑽頭用V形鐵和刀墊安裝在車(chē)床方刀台上,鑽頭伸出長度的1/2孔深,以增加鑽杆剛度。采用大(dà)拖板走刀鑽孔,並在床鞍(ān)前麵的大(dà)導軌上放置一塊控製(zhì)每次進刀深度的方鐵塊,每次進刀深度約等於(yú)鑽頭直徑(注意寧小勿大),這時必須果斷退出鑽頭排屑與潤滑。千萬不要僥幸疏忽(hū)鑽(zuàn)深,以免(miǎn)因鑽(zuàn)頭容(róng)屑槽中切屑過多,造成摩擦力增大而扭斷鑽頭。每次快速進刀快到切削(xuē)表麵前(即床鞍碰到方鐵前2mm左右),改為手動(dòng),以(yǐ)免使鑽頭撞在切削表(biǎo)麵上,使鑽頭折斷。當鑽到約1/2孔深後(hòu),把鑽杆(gǎn)伸出孔的全長,繼續把孔鑽完。鑽削時(shí),一般工件材料的切削速度vc=15m/m i n左右,若是經過熱處(chù)理調質的材料,vc應低一些。進給量f=0.05~0.08mm/r左(zuǒ)右。
2. 鑽好大深孔的關鍵
在車床上(shàng)鑽大直徑的(de)深孔,這(zhè)類工件大多數是空心活塞杆、空心細長軸、機床主軸等。它們的孔徑(jìng)為ϕ30~ϕ60mm,孔深達 1 000~2 500mm。使用麻花(huā)鑽頭鑽這些孔的風險是鑽頭易研傷、折斷、退刀脫(tuō)落在孔中(zhōng)不易(yì)取出。還因排屑困難和多次退出排屑,不易冷卻潤滑。由於鑽頭直徑大(dà)、軸向切削力大,不利於用車床床鞍自動走(zǒu)刀進給。所以,一般沒有掌握(wò)操作技術的人員都(dōu)望而卻步。但是隻要按下麵的操作技術要領去做,就(jiù)能(néng)順利地把大深孔(kǒng)鑽出。
(1)鑽(zuàn)頭。采用標準麻花鑽頭,應把鑽頭(tóu)的橫刃(rèn)磨窄,寬度b=(0.04~0.06)d0,d0為鑽頭直徑。這樣會增大(dà)鑽心(xīn)處前角和減小軸向切削力。但在刃磨鑽頭時,最好(hǎo)把鑽型磨成(chéng)三(sān)尖七刃群鑽型,它的好(hǎo)處(chù)是鑽頭(tóu)定心好、能分屑、切削力和軸向切削力小與散熱好,但擴孔鑽頭(tóu)還是采用原來的鑽型。在鑽孔時,為(wéi)了防鑽頭無容屑槽(即錐(zhuī)柄左麵的圓柱部分(fèn))的那(nà)段圓柱,因此部分未淬火而同時也是45鋼,易與孔壁摩擦、研傷和(hé)把鑽頭研掉在孔中,不易取出。所以在鑽頭(tóu)使用前,應把此段外圓磨小0.5~1.5m m。這樣就(jiù)算有時在退刀排屑時把鑽頭掉在孔中,也很容易取出。
(2)鑽(zuàn)杆。鑽孔(kǒng)的深度為1000mm以上時,應製作兩根鑽杆(gǎn)。一根(gēn)長度約為1/2孔深,另一(yī)根為孔的(de)全長加上在車床方刀台裝(zhuāng)夾的長度,並將此部分(fèn)銑扁而便於裝夾。鑽杆的直徑應比鑽頭的直徑小0.3~0.6mm。為了減小切屑碎末對鑽杆外圓(yuán)表麵的拉傷,應對鑽杆外圓表麵進行滾壓加工,以提高其表麵硬度和光(guāng)滑(huá)程度。
(3)鑽(zuàn)孔。把工件安裝在卡盤和中心架中,先用車床尾座和大直徑(jìng)中心鑽鑽一(yī)個大的定位孔,再用相同直徑的標準鑽頭鑽一個盡可能深的導(dǎo)向孔。然後把短的加長鑽杆安(ān)裝在車床方刀台上,並使鑽杆軸心與工(gōng)件軸線同(tóng)軸,在鑽杆錐孔(kǒng)內裝(zhuāng)緊已磨好(hǎo)的鑽頭後即可鑽孔。鑽孔時,在床鞍(ān)前麵的大導軌上放一方鐵塊,以確定鑽孔深度鑽頭的位置
切削速度vc根據(jù)工件材料的性能來選擇,一般鋼材vc=15~20m/min,要(yào)是合金調質鋼,vc就應(yīng)低一些(xiē)。進給量f=0.2~0.35m m/r。每次自動進給長度(dù)約等於或小於鑽頭直(zhí)徑後,就必須退出鑽頭進(jìn)行排屑與潤滑(包括鑽杆外圓)。第二次快速進給移動大拖板到鐵塊前2m m左右,停止快速後改為自動(dòng)進刀鑽削。重複(fù)上述操作(zuò)鑽到終點。如孔還很深,換上長鑽杆,重新設(shè)置定位鐵塊位(wèi)置,還按上麵的操(cāo)作方法,把孔鑽至要求。
(4) 擴 孔 。 對 孔 徑 為ϕ40m m以下的深孔,可以一(yī)次走刀鑽出而不(bú)必擴孔。對孔徑為ϕ45m m以上的深孔,最好先(xiān)鑽一個(gè)ϕ30~ϕ35mm的孔,再用要求孔徑的鑽頭(tóu)再擴(kuò)孔一次,這樣可使車床床鞍(ān)走刀輕鬆。擴孔時,還用原來的鑽杆,鑽頭采用普通鑽(zuàn)頭的鑽(zuàn)型,每次走刀(dāo)長度約為鑽頭直徑的1.5~2倍,進給量f=0.3~0.4mm/r。還是在床鞍(ān)前麵的大導軌上放一鐵塊,以防止鑽頭撞到切削表麵(miàn)上而(ér)損壞鑽頭。同樣及時退出鑽頭排屑與潤滑。
(5)注意的(de)問題。每次走刀鑽孔的深度(dù)一定要嚴(yán)格控製,切不可疏忽大意(yì);每次(cì)進刀時(shí),切記不要使(shǐ)鑽頭撞到切削(xuē)表麵上,以防鑽頭折斷;退刀排屑後,一定要把鑽杆上的碎屑(xiè)清理幹淨,並塗上潤滑油,以防研傷鑽杆;如果在退刀時鑽頭掉在孔中,這時把車床主軸掛在空檔位置上,用手搬轉卡盤(pán)和同時向前搖動大拖板手輪(lún),使鑽柄的扁頭對正鑽杆的扁槽中(zhōng),向前撞緊鑽頭(tóu),再開(kāi)車退出。
(6) 用 扁 鑽 鑽 純 銅 小 孔可防止鑽頭折斷。純銅也即人們常說的紫銅,由於它的硬度很 低 ( 3 5 H B W ) 、 塑 性 很 高(δ=50%),切削時塑性變形大,其切削加工性也很差。鑽如圖2所示的ϕ0.5mm噴嘴(zuǐ)小(xiǎo)孔(kǒng)時,由於變形大的(de)切(qiē)屑堵塞在麻花(huā)鑽頭容屑槽(cáo)中,不(bú)易排出,極易造成鑽頭折斷在孔中,很難將(jiāng)孔鑽成。
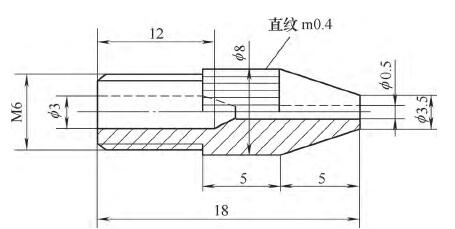
圖2 純銅噴嘴
為了防止鑽頭折斷在孔中,可自製如圖3所示的(de)扁鑽(zuàn)。由(yóu)於它的韌性很好(hǎo),因此鑽頭不會折斷,就能放心地把孔鑽出。
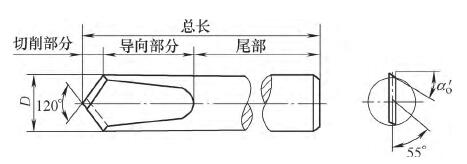
圖3 小扁鑽(zuàn)頭
此ϕ0.5mm扁(biǎn)鑽,是用ϕ0.4~0.45mm的鋼絲做成。現將一(yī)段長(zhǎng)約(yuē)40mm的鋼絲,用手錘把前部砸扁,刃磨出120°的鋒角(jiǎo),後角α0=6°~8°,副後角α′0≈4°左右。在這之前(qián)磨出對稱的前刀麵,並使前薄後厚,以增強剛度和強度。鑽ϕ0.5m m小孔時,先用中心鑽在工件端麵鑽一個定位坑(kēng),把扁鑽夾在鑽夾頭中 , 用 n > 1200r/min的轉速鑽孔,每次進刀鑽深0.5mm左右,就退刀排屑與(yǔ)潤滑,就可(kě)在很短的時(shí)間把孔鑽透,不必擔心鑽頭折斷的問題。
3. 用刀杆支承套在車(chē)床上鏜削(xuē)台階(jiē)深孔
在(zài)車床(chuáng)上車(chē)削長徑比大於(yú)5的深孔,由於懸臂刀杆剛度差,車削時振動嚴(yán)重,已加工(gōng)表麵振紋大(dà),切削時切削用量小,加工效率低,成為車削的一大(dà)難題。為此就采用了如圖4所示的工裝,增大了刀杆的剛度,就可一(yī)次走刀車(chē)好工(gōng)件中間的長台階孔,車削了幾百件,質量均符(fú)合圖樣Ra=3.2μm的要求,加工效率是懸臂刀杆車削的(de)幾十倍(bèi)。
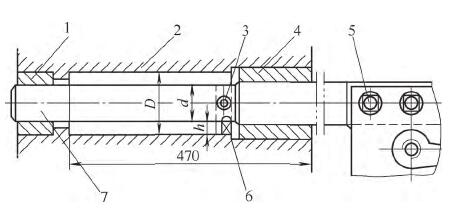
圖4 車削台(tái)階深孔
1.前支承套 2.工件 3.壓刀螺釘 4.後支承套 5.方刀台壓(yā)刀螺釘 6.刀頭 7.刀杆(gǎn)
此工件為較大鑄造殼體,材料為1C r18N i9,兩端為圓盤形法蘭,中間一(yī)側為長槽開口。車削(xuē)時,先用三爪自定心卡盤撐夾住工件左端和用孔堵及中心孔支承工件右端,車好兩端法蘭盤外圓。
然後用三爪自定(dìng)心卡盤夾住工件左端法(fǎ)蘭外圓,工件右端用中心架支承,分別車好兩頭端麵和兩端短內孔。這(zhè)樣一批工件車好(hǎo)後,專門安排一工序用專用刀杆(gǎn)和支承套車削中間長台階孔。在車削中間長台階孔前 ,先在(zài)兩端短孔中各配作一(yī)個鑄鐵套,內孔與刀杆外圓滑動配合,製作一根左端直徑d=55mm,右部直徑為60mm的長刀杆,在右端頭部銑扁,便(biàn)於安裝在車床方(fāng)刀台上,中間鑽橫孔安裝刀(dāo)頭和壓刀螺釘。
車削中間長孔時 , 先將工件左端支承套裝(zhuāng)入工件孔中,再將工件安裝(zhuāng)在車床卡盤和(hé)中心架中(zhōng),在刀杆右部套裝上右支(zhī)撐套,並調整刀頭伸出長度h=(D-d )/2。然後將(jiāng)刀杆連同右支承(chéng)套插入工件孔和左支承套中,用刀墊調整刀杆高低並固定(dìng)在方刀台上,使刀杆在兩支承套中自如滑(huá)動,即可開動車床使工件旋轉,開始自動走刀車削(xuē),直到工件孔深度為止。最後用床鞍向右移動,從工件孔中退出刀杆和右支(zhī)承套,卸下工件和(hé)左支(zhī)承(chéng)套,完成整個工(gōng)件(jiàn)的車削。
車削(xuē)第二件時,隻需在工件孔中裝上(shàng)左支承套,安裝工件(jiàn),插入刀杆和右支(zhī)承套後,即可開始走刀車削。此方法的特(tè)點(diǎn)是 , 由於刀杆兩端用套支(zhī)承,大大提高了刀杆的剛(gāng)度,切削深度最大時達到13mm,刀杆在切削(xuē)時也無振動,不僅保(bǎo)證了(le)工件表麵(miàn)粗糙度值,同時也使孔的相互位置提高,其車削效率比傳統方法提高了幾十(shí)倍(bèi)。
4. 結語
上述幾(jǐ)例都是典型深孔的加工(gōng)經驗,各有其(qí)技術特點。隻要充分認識和掌握操作相關技術,就會使難(nán)而不難,完成各自的順利加(jiā)工(gōng)。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切(qiē)削機床產(chǎn)量數據
- 2024年9月(yuè) 新能源汽車銷(xiāo)量情況
- 2024年(nián)8月 新能源(yuán)汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據