



埃馬克生產係統:適合(hé)差速器外殼(ké)的高效加工解決方案
2019-3-5 來源:埃(āi)馬克 作者:-
根據麥肯錫公司最新的一項(xiàng)調研(yán)預測,至 2030 年,全球汽車(chē)產量的年增長(zhǎng)率為百分之二。以差(chà)動傳動裝置為例,如何在(zài)保證達到高(gāo)質量要(yào)求的同時,也滿足日益增加的產量要求:無論使用何(hé)種驅動係統(tǒng)設計,該核(hé)心組件均必不可少。換言之(zhī),差速(sù)器殼體的產量將持續(xù)增加。同時,差速器外殼的加工要求(qiú)也極其嚴格。埃馬克集團在(zài)這個領域中已處於優(yōu)勢地位:這家(jiā)專業製造商研發包括倒立式車(chē)削中心、工件(jiàn)輸送係統解決方案和夾具在內的完整生產線,從而能為用戶提供差速器外殼的高效加工整體交鑰匙解決方案。
在汽車製造行業中,差(chà)速器殼體始終(zhōng)是生產規劃人員關注的重點。一(yī)方麵,無(wú)論(lùn)汽車使用內燃機(jī)、電動機還是混合動力發動機(jī)進行(háng)驅動:過彎時用於平(píng)衡兩個車輪之間轉速的車橋差速器總是不可或缺的。另一方麵,工件種類繁(fán)多,並且全部需要高效可靠地進行生產。以(yǐ)差(chà)速器外殼為例:差速器外殼有內部為球形或(huò)半球形的封閉式殼體,也有配備蓋子的“開放式”殼體,這些不同的(de)形狀會影響加工工(gōng)序。但無論是哪種情況,都需要分為多(duō)道相互協調、依次執行的(de)子工序進行(háng)加工。設計製造此類(lèi)整體係統便是總部位於薩拉赫的埃(āi)馬克集團這(zhè)樣的專業製造商的任務。“我們為各種差速器(qì)外(wài)殼(ké)的加工研發完整的(de)解決方(fāng)案。方案中所(suǒ)采用的工藝技術,包括倒(dǎo)立式車削中心、夾具和連線(xiàn)裝置,均來自埃馬克。客(kè)戶(hù)可向埃馬克中心聯係人一對(duì)一提出所有要求,然後將整個(gè)項目規劃工作外包給我們。我們可以為客戶提供經過完美協調的整體式係統——節拍僅(jǐn) 95 秒、場地需求(qiú)小、工藝可靠性高,”埃馬(mǎ)克的模塊化解決(jué)方案技術銷售經理兼差速器外殼技術專家 Daniele Loporchio 解釋說(shuō)。
根據工件/工藝技術要(yào)求,在收到(dào)訂單後約 6 個月(yuè),便可向客戶(hù)交付一套完整的差(chà)速器生(shēng)產線模塊(kuài)化解決方案。
四道工序、節拍僅 95 秒(miǎo)即可達成目標(biāo)
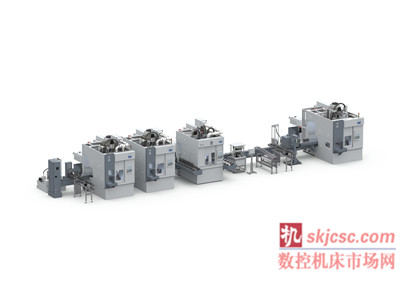
埃馬克展示的差速器外殼製造係統以其簡單而巧(qiǎo)妙(miào)的設計令人印象深刻(kè)。為能實現這一節拍僅為 95 秒的完整加工工序,各機床無一例外地采用了埃馬克的模塊化解決方案,並與 TrackMotion 工件輸送係統高效聯接。
OP 10 / OP 20:車削差殼麵一側 / 法蘭麵一側
差殼首先在兩台 VL 4 車床上(shàng)進行加工。此處將完成軸座和法蘭的內部和外部加工。VL 機床配備具有 12 個刀位的動力刀具刀塔(tǎ),還可實現十字軸孔鑽削加工。


第一麵和(hé)第二麵的車削(xuē)(OP 10 和 20)在埃馬克 VL 機床上進行,OP 30 在埃馬克 VT 機(jī)床上進行。
OP 30:車削外徑
差速器外殼的剩餘外部加工可在一台 VT 4 車床上通過一次裝夾完成(chéng)。由此可排除重複(fù)裝夾定位帶來的(de)裝夾(jiá)誤差。VT 4 配備兩個刀塔,每個刀塔具有 11 個刀位。由此可實現(xiàn) 4 軸同時加工,從而縮短節拍。工(gōng)件的平行上下料也確保縮短非加工時(shí)間。
OP 40:精加工

另外,高精密特殊夾具也由埃馬(mǎ)克自行研發。這裏(lǐ)展示(shì)的是 OP 40 中的 VL 6 車削(xuē)中心。
後續加工在一台(tái) VL 6立式車削中心上進行。在 OP 40 中,埃馬克專為(wéi)差速器外殼加工而設計的獨特夾具(見圖示)是一大亮點。在這道工序中對十字軸孔進行精鉸加工,並用鵝頸刀對球頂先進行粗加工,然後再進(jìn)行精加工——全(quán)部在一次裝夾中完(wán)成。
至此僅需要完成最(zuì)後的質檢步驟。此步驟可在一套額外的測量係統上完(wán)成,確(què)保每件差(chà)速器外殼均具有完美的品質。

使用埃馬克的 TrackMotion 係統(tǒng)時,配備可編程電動機(jī)械手的升降翻(fān)轉滑台可在各台機床(chuáng)之間的軌道 (Track) 上來回穿(chuān)梭。
此外,這套係統的連線也非常高(gāo)效。基(jī)於埃馬克的模塊(kuài)化和標準化機床平台(tái):由於具有統一的傳送(sòng)高度(dù)、軟件(jiàn)控製係統和上下料主軸,可以輕鬆地使(shǐ)用埃馬(mǎ)克的 TrackMotion 工件輸送係統來連接各台機床。配備可編程電動機械(xiè)手(shǒu)的升降翻轉滑台(tái)可在各台機床之間的(de)軌道 (Track) 上來回穿梭,並(bìng)將差速器外殼放置到輸送帶上。之後,由(yóu)上下料工(gōng)作主軸將工件送入和送出加工區——這是一(yī)個非加工時間極短的快速進程。還有很(hěn)重要的一點,由於采用緊湊型的立式機床,整條生產線(xiàn)的占地麵積非常小,可輕鬆訪問及(jí)設置各個模塊。
在市場上取得成功
近年來,這(zhè)種精簡高效的生產方(fāng)法越來(lái)越成功:在全球範圍內,已有 60 至 70 條(tiáo)埃馬克生產線、共約 250 台機床應用於差速器外殼的車削生產。原始(shǐ)設備(bèi)製造(zào)商和一(yī)級供應商均信賴這種工藝(yì)技術。“我們提供從機床到夾具的整套交鑰匙產品。所有組件都已完美協調匹配。我們所有的研發工作都以豐富的實踐經驗為基礎,這些優勢將在市場(chǎng)上得到認可,”Loporchio 總(zǒng)結(jié)說。
投稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業界視點
| 更多
查")
行業(yè)數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數(shù)據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切(qiē)削機床產量(liàng)數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數(shù)據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博(bó)文(wén)選萃
| 更多
- 機械加工過(guò)程圖示
- 判斷(duàn)一台加工中心精度(dù)的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數(shù)控機床何去何從?
- 中國的技術工人都去哪(nǎ)裏了?
- 機械老板(bǎn)做(zuò)了十多年,為(wéi)何還是小(xiǎo)作坊(fāng)?
- 機械(xiè)行業最新自殺性營銷,害人(rén)害(hài)己!不(bú)倒(dǎo)閉才(cái)
- 製造業大逃亡
- 智能時代,少談點智(zhì)造,多談點製造
- 現實麵前,國(guó)人沉默。製造業(yè)的騰飛,要從機床
- 一文搞懂數控(kòng)車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計(jì)
- 傳統鑽削(xuē)與螺(luó)旋銑(xǐ)孔加工工藝的區別