床")



車床鑽攻六方螺母專用夾具的革新
2016-11-21 來源:青島科技(jì)大學 作者:尤從政
摘要:該專用夾具適合在普通車床上加工中小批量TS300 拖拉機專(zhuān)用左旋螺母(mǔ),解決了因機床的卡盤與尾座不能自動且反複停(tíng)車裝夾工件和拖(tuō)動尾座的問題。
關鍵詞: 普通車床;左旋螺母;鑽攻夾具;不停車更換工件
0.引言(yán)
普通車床,一般價格低廉,深受廣大用戶的(de)歡迎,但其卡盤不能自動(dòng)夾緊、尾座也不會自動進給,必須反複裝夾工件和拖動(dòng)尾座,不但工(gōng)作效率低下,而且增加了工人的(de)勞動強度,本人(rén)為(wéi)克服以(yǐ)上弊端,設計製作了六方螺母連續鑽孔、攻絲夾具一套。
1.左旋六方螺母結構特點及工藝分析
左旋六方螺母是TS300型拖(tuō)拉機前拉杆固定專用螺母,如下(xià)圖1所示。
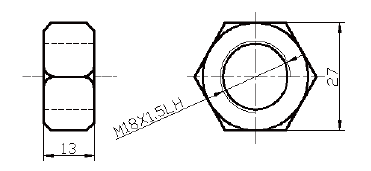
圖1 左旋螺母
該螺母材料為冷鍛(duàn)毛坯,內孔有兩毫米的加工餘(yú)量,並帶有內錐,加工時需先用鑽頭鑽去兩毫米的餘(yú)量, 然後用機攻絲錐攻絲完(wán)成。傳統加工方(fāng)法是把(bǎ)螺母夾持在卡盤上,鑽頭(tóu)或絲錐安裝在尾座(zuò)套筒上,加工完工件後,退出尾座,從卡盤上卸下螺母,再安裝下(xià)一件,這樣反複操作,耗(hào)時耗力。
2.六方螺母專(zhuān)用夾具設(shè)計與分析
六(liù)方螺母專用夾具是結合六方螺母的自身特點和加工工藝需要量身製定的,該夾具結構形狀如(rú)圖2 所示。整個夾具是由導向槽部分和廢刀杆焊接而成。
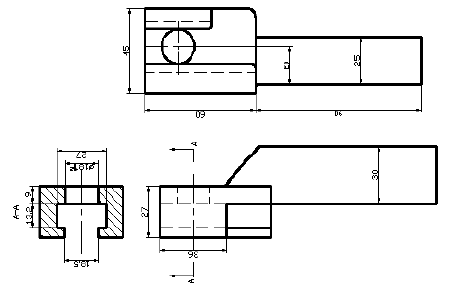
圖2 六方(fāng)螺(luó)母鑽攻夾具
(1)T 形型導向(xiàng)槽。該T 型導向槽(cáo)作用為工件毛坯的輸送通道,為了便於輸送(sòng)工(gōng)件,在導向槽的(de)尾部上方開有一個上料缺口。槽寬和槽(cáo)高與六(liù)方螺母(mǔ)自身形狀尺寸相同,根據(jù)工件的工(gōng)藝特點與夾具的結構特點,該夾具可限製(zhì)工件五個自由度,隻有(yǒu)徑(jìng)向的移動沒有限製(zhì),因為需要連續輸送更換工件; (2)Φ18 圓形孔。該(gāi)孔既是夾具的找正孔,同時也是鑽頭和攻絲的對正孔和(hé)越程孔,當鑽頭或絲錐切削部分越(yuè)過該孔後方可退刀。
3.絲攻卡頭結構分析與作用
在攻製內螺紋時,為(wéi)了防止由機床絲杠與(yǔ)絲錐(zhuī)之間產生的傳動誤差,造成螺紋亂扣現(xiàn)象的發生,設計製作了專用絲攻卡頭(tóu),如下圖3所示(shì)。
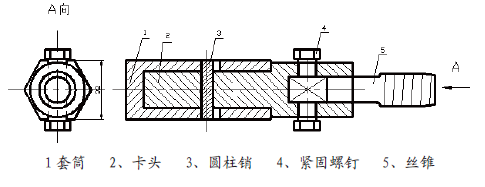
圖3 絲攻卡具裝配圖
(1)零件1 套(tào)筒,為使絲攻卡具裝夾牢固,采用(yòng)45 號鋼(gāng)32×32六方(fāng)材料車製而成,它即是卡具的安裝套,又是卡頭的導向套,它和卡頭的配合應有(yǒu)合適的間隙。在(zài)套筒上銑(xǐ)有長10mm、寬6mm 的豆形槽,用以與件3 圓柱銷配合使用;(2)零件2 卡頭,主要用於夾持絲錐,該零件需(xū)熱處理淬火;(3)零件3 圓柱銷,該圓(yuán)柱銷與卡頭為過盈配合,起到帶動(dòng)卡頭旋轉的作用並與套(tào)筒上的長10mm、寬6mm 的豆形槽相配合,能使卡頭在套筒內有(yǒu)4mm 的軸向竄動,用以消除傳動誤(wù)差,防止亂扣;(4)零件4 緊固(gù)螺釘,主要起到緊固絲錐的(de)作用。
4.鑽孔時夾具工作過程
工作前專用鑽(zuàn)攻夾具在刀架上安裝找正(zhèng),然後用三爪自定心卡盤夾緊直柄鑽頭(tóu)後對正夾具,啟動機床後,在夾具的導向槽內放入工件,使其基本對正導向孔,使鑽頭切削穿過工件(jiàn)後,大滑板橫向移動退刀(dāo),然後在(zài)夾具導向槽內送入第(dì)二個工件,並(bìng)頂出第(dì)一個工件,開始第二個工件的加工,如此循環操作。在更(gèng)換工件期間機床主軸不需要停車,直至(zhì)鑽(zuàn)削加工完一定數量的六方螺母。
5.攻絲(sī)時(shí)夾具工作過(guò)程
首先用三爪(zhǎo)自定心卡盤卡緊絲攻卡頭(tóu)後對正工件夾具,對刀完畢後,在專用夾具導向槽中送入已鑽好孔的六方螺母,粗略對(duì)正(zhèng)後,即可攻絲,由於工件為左旋螺紋,所以機床主軸應反轉時切削,當絲錐的切削部分穿過越程孔後,主軸正轉退(tuì)刀。滑板返程後,在T 型導向槽內送入第二個工件同時頂出第二(èr)個工件,在主軸反轉的同時,開始加工第二個工(gōng)件,如此循環(huán)即可。
6.結論
該夾具結(jié)構簡單,且易於製(zhì)作,造價低廉使(shǐ)用該夾具後,形成刀具與工件的位置置換,可實現不停車更換工(gōng)件,降低了勞動強度,,提高工作效率近4 倍。
投稿箱:
如果您有機床行(háng)業、企業(yè)相關新聞稿件發表,或進行資訊(xùn)合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業(yè)相關新聞稿件發表,或進行資訊(xùn)合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多(duō)相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年(nián)11月 新能源汽車(chē)產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產(chǎn)量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博(bó)文選萃
| 更多
- 機(jī)械加工過程(chéng)圖示
- 判斷一台加工(gōng)中心精度的幾種辦法
- 中走絲(sī)線切割機床(chuáng)的(de)發展趨勢
- 國(guó)產數控係統和數(shù)控機床何去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小(xiǎo)作坊?
- 機械行業最新自殺性營銷,害人害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能時(shí)代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的(de)騰(téng)飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺(luó)紋加工方(fāng)法及工裝設(shè)計
- 傳(chuán)統鑽(zuàn)削與螺旋(xuán)銑孔(kǒng)加工工藝的區別