



編碼器在經(jīng)濟型數控車床剛性攻絲的應用
2016-10-26 來源(yuán):沈陽飛機工(gōng)業(集團)有限公司民機加工分部 作者:王思(sī)廣
摘要:在數控係統中,剛性攻絲(sī)是一項基本功能,但在經濟型數控車床上(shàng)一般使用模擬主軸,經濟實用,可是如何實現車床攻絲這種(zhǒng)基本功能呢?本文從工作中的實例出(chū)發,由位置編碼器的(de)基本原理(lǐ)、模擬主軸實(shí)現剛性攻絲的條件、及係統和變頻器接口的連接,初步介紹了在FANUC0i 數控係統中,利用位置編碼器來實現模擬主軸的剛性(xìng)攻絲。
關鍵詞(cí):位置編碼器;模擬主(zhǔ)軸;剛性攻絲;經濟型數控(kòng)車床
0。引言
模擬主軸通常用於(yú)經濟型數控車床(chuáng),剛性攻絲是車床的一個(gè)重要功(gōng)能。剛性攻絲是(shì)指主軸旋(xuán)轉與進給之間保(bǎo)持同步,也就是說攻絲時株洲的(de)旋轉不僅要實現速度控製,還要實現位置控製(zhì),從而實現特定的加工要求。如何(hé)實(shí)現模(mó)擬主軸的剛性攻絲呢?位(wèi)置編碼器起著至關重要的作用。本(běn)文簡要介紹了這種控(kòng)製實現的一些基本原理和要求,通過兩個實例介紹了位置編碼器在經濟型(xíng)數控車(chē)床的應用。
1.位置編碼(mǎ)器的應用
在數控係統(tǒng)中,位置(zhì)檢測元件是閉環進給(gěi)伺服係統中重要的(de)組成(chéng)部分,它檢測機床工作台的位移,伺服電(diàn)機的角位移和速度,將信號反饋(kuì)給驅動裝置,與(yǔ)給定(dìng)值比較得到差值再用於位置(zhì)環閉環控製和速度環控製。檢測元件通常用光(guāng)或磁的原理製(zhì)成,精度既分辨率是最小單(dān)位,由檢測元件等級品質決定。在數控裝置位置檢測接口電路中常對反饋信號進(jìn)行倍頻處理,以進一步提(tí)高精度。
數控車床的(de)位置編碼器是測量轉速的,反饋的是主軸的實際速度,當車螺紋時要使轉速和進給保(bǎo)持一定關係,如導程1.5 的螺紋,車削時必須保證(zhèng)主軸轉一轉,刀具軸軸向(xiàng)進給1.5。
螺紋切削或每轉進給必須裝有位置編碼器,位置編碼器檢測實際主軸轉速和(hé)每轉(zhuǎn)信號(用於螺(luó)紋切削(xuē)時檢測主軸上固定點)理想(xiǎng)編碼器必須與主軸相連(1:1)。如使(shǐ)用齒輪(lún),選擇1:1,1:2,1:4,1:8 的變化以降低(dī)位置編碼器的速度。當主軸與位(wèi)置編碼(mǎ)器之間使用齒輪時,參考NO.3706 的第1 位(wèi)和(hé)0 位定義齒輪比。
2.模擬主(zhǔ)軸實(shí)現剛性攻絲的條件
2.1 主(zhǔ)軸電機帶位置編碼器
通過位置編碼器對主軸實現位置(zhì)控製。這(zhè)樣(yàng)在速度環的基礎上擴大到位置環,在剛性攻絲的(de)過程中主軸與進給都(dōu)是位置控(kòng)製,就可以形成互相插補的關(guān)係,能夠達到更嚴(yán)格的同步。
2.2 數控係統的接口
數控係統必須有模擬主軸接口和模擬主軸編碼器的接口。模擬主軸接口既要要求(qiú)係統能夠根據主軸速度準確發出0 ~ ±10V 的模擬電壓。為了提高模擬電壓的精度,要求D/A 轉換器(qì)至少12 位。模擬主軸編碼器的接(jiē)口(kǒu)用(yòng)來接收主軸的編碼器信號及時對主軸實行對主軸位置控製。
2.3 變頻器的(de)接口
主軸變頻器必須(xū)具有編碼器接口,±10V 的模擬(nǐ)電壓接口,並且能在速度控(kòng)製和位置控製提供兩組參數對主軸(zhóu)進行分別調整。此(cǐ)兩組(zǔ)參數來在速度控製時對速度控製(zhì)參數對主軸進(jìn)行(háng)調(diào)整,在位置控製時,有位置控製參數進行調(diào)整(zhěng)以適合剛性攻(gōng)絲時高增益、高係統的(de)配置。
3.故障實例
CKS6163 自動運行進給軸不移動。數控車床CKS6163,係統型號FAUNC-0i-TA,程序(xù)在G00 方式下可運行,當執行到G01 時機床(chuáng)進(jìn)給軸不移動,但在JOG、REF、手輪方式下均可移動車(chē)床。因為機床坐標軸可以移(yí)動,說明伺服放大器、電機、反饋等硬件都沒問(wèn)題(tí)。
依據梯形圖(tú),如圖1 所示:SF(F7.2):主軸功能選通信(xìn)號;MF(F7.0): 輔助功能選通信號;TF(F7.3): 刀具功能(néng)選通信號;MFIN(R450.1):輔助功能結(jié)束信號;TFIN(R450.2):刀具功能結束信號;GR:齒輪檔。
SAR(G29.4) 主軸速度到達信號。當主軸速度達到指(zhǐ)定速度後(主軸速度反饋裝置將實際主軸速度信息(xī)傳送到CNC 中),係統輸出(CNC 至PMC)主軸速度達到信號F45.3=1(SARA),PMC 再根據接收的信號進行邏輯關係處理。參數(PARAM3708#0=1)時,該功能有效。
從PMC 梯圖可以看出,在主軸速度沒有達到指令轉速時限製機床在G01 方式運行(háng),結合速度反(fǎn)饋結構,檢查(chá)速(sù)度反饋裝置,該車床(chuáng)的速度反饋是依賴於電機編碼器,將編(biān)碼器拆開後發現(xiàn)與電機相連接的鍵脫落,這樣就導(dǎo)致主軸正(zhèng)常旋轉,但編碼器反饋的速度值則為0。
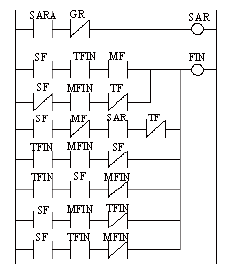
圖1 CKS6163 梯形圖
通過(guò)工藝角度分析此問題,發現(xiàn)G01 是“進給吃刀”的過程,此時主軸一定是遵(zūn)循S 指令旋轉的,假設由於主軸驅動環節(jiē)出了故障,主軸轉速會下降,那麽如果吃刀進給,則會給工件及機床造成嚴重(chóng)損傷。因此係統提供了一個製約功能,當主軸速度設有(yǒu)達到指令轉速(sù)時,限製G01 方式進給,但G0,JOG\REF 以及手輪方式不受此(cǐ)限製。
4.結(jié)論
剛性攻絲時主軸的旋轉和進(jìn)給軸進給之間(jiān)總是保持同步。也就是說,在剛性攻絲時,主(zhǔ)軸的旋轉不僅(jǐn)要實現速度控製,而且要實現位置(zhì)的控製,從而實現高精高效的加(jiā)工要求。係統發(fā)出0 ~ ±10V 模擬電壓到變頻器的模擬接口,控製模(mó)擬主軸的旋轉。位置編碼器的使用(yòng)是經濟型(xíng)數(shù)控車床實(shí)現剛性(xìng)攻絲的必要條件,當(dāng)然此功(gōng)能的實現還要對係(xì)統參數進行深入了解,及PMC 程序的改編,此文(wén)意在對今(jīn)後此類問題(tí)的研究提供借鑒。
投稿箱:
如(rú)果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視(shì)點
| 更多
調查")
行(háng)業數據
| 更多
- 2024年11月(yuè) 金(jīn)屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新(xīn)能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據