床")



數控機床加工過程中,為了(le)提高加工效(xiào)率,刀具從起始(shǐ)點或換刀點運動到接近(jìn)工(gōng)件部位及加工後退回起始點或換刀點是以G00(快速點定位)方式運(yùn)動的。考慮退刀路線的原則是:第一、確保安全性,即在退刀過程中不與工件發生碰撞;第二、考(kǎo)慮退刀(dāo)路(lù)線最短,縮短空行程,提高生產效率。
根據刀具加(jiā)工(gōng)零件部位的不(bú)同,退刀路線的確定也不(bú)同。數控(kòng)車床常用以(yǐ)下三種(zhǒng)退刀路線:
(1)斜向退刀路線
斜向退刀路(lù)線(如圖1所示)行程最短,適合於加工外圓(yuán)表麵的偏刀(dāo)退刀。
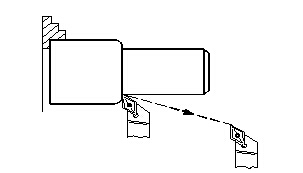
圖1斜向退刀路線(xiàn)
(2)徑、軸向退(tuì)刀路線
徑、軸向退刀路線是指刀具先沿徑向垂直退刀,到達指定位置時(shí)再軸向退刀。圖2所示的切(qiē)槽加工即采用此類退刀路線。
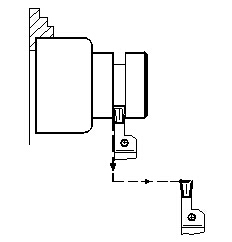
圖2徑、軸向退刀路線
(3)軸、徑向(xiàng)退刀(dāo)路線
軸、徑向退刀(dāo)路線的順序與徑、軸(zhóu)向退刀路線剛(gāng)好(hǎo)相反。圖3所示的鏜孔加工即采用此類退刀路線。
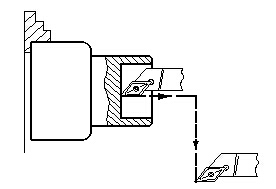
圖3軸、徑向退刀路(lù)線
設置換刀點
設置(zhì)數控車床刀具的換刀點是編製加工程序過程中必須考慮的問題。換刀點(diǎn)最安全的位(wèi)置是換刀(dāo)時刀架或刀盤上的任何刀具都不與工件或機床其它部(bù)件發生碰撞(zhuàng)的位置。
一般地,在(zài)單件小批量生產中,我們習慣把換刀點設置為一個固定點,其位置不隨工件坐標係的位置改變而發生變化。換刀點的軸向位置由(yóu)刀架上軸向伸出最(zuì)長的刀具(如內孔鏜刀、鑽頭等)決定,換刀點的徑向位置則由刀架上徑向伸出最(zuì)長的刀具(如外圓車刀、切槽刀等)決定。
在大(dà)批量生產(chǎn)中,為了提高生產效(xiào)率,減少機床空行程時間,降低機床導軌麵磨損,有時候可(kě)以不設(shè)置固定的換刀點。每把刀各有各的換刀位置。這(zhè)時,編製和(hé)調試換刀(dāo)部分(fèn)的程序應該遵循兩個原則:第一,確保換(huàn)刀時刀具(jù)不與工件發生碰撞;第二,力求(qiú)最短的換刀路線,即所謂的(de)“跟隨式換刀”。
如果您有機床行業、企(qǐ)業相關新(xīn)聞稿件發表(biǎo),或進行資訊合作,歡迎聯係(xì)本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削(xuē)機床產量數據
- 2024年11月 分(fèn)地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產(chǎn)量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基(jī)本(běn)型乘用車(轎車)產量數據