陽機床(chuáng)")



作者:鄭萬全 先(xiān)生(shēng)
結合鈦合金的特性以及框體類鈦合金的結構特點,本文從工藝方案規劃、加(jiā)工設備選擇、工(gōng)裝設計思路、常用刀具類型以(yǐ)及加(jiā)工注意事項等方麵進行簡要地介紹。
框體類(lèi)鈦合金零件加工(gōng)工(gōng)藝方案
框體類鈦合(hé)金零件,常見的是鈦合金機匣(見圖1)。根據產品使用的不同要(yào)求以及它的加工特點,目前主(zhǔ)要有4種工藝:①分段精加工,再焊接,再補充加工焊接接頭部(bù)位。②分段(duàn)粗加工,再焊接,再整體(tǐ)數控精加工。③整體(tǐ)鍛造,再粗精機加工(gōng)。④整體鑄造,再粗(cū)精機加工。

框體類鈦合金零件機械加工設備的選擇
如采用分段精加工、再焊接、再補充加工焊接接頭部位的方案,加工(gōng)設備可(kě)根(gēn)據焊接接頭的情況(kuàng),根據零件輪廓尺寸選擇合適的五(wǔ)麵龍(lóng)門加工中心、大型五(wǔ)軸聯動加工中心或數控車床(chuáng)等。
如果采用分段粗加工,再焊接,再整(zhěng)體數控精加工的工藝,由於采用(yòng)這類工藝方案的框體類鈦合金零件一般尺寸大,結構複雜,焊縫多,焊接易變形,故在焊接前一般端麵(miàn)、表麵均都留有(yǒu)較多的(de)餘(yú)量。在精加(jiā)工工藝規劃時,務必盡可能(néng)少轉工序(xù),因為一旦(dàn)工序太多(duō),累計誤差以及產(chǎn)品的變形因(yīn)素就(jiù)很難控製。一般(bān)來講,優先推薦(jiàn)選用(yòng)大型龍門車銑複合中心(見(jiàn)圖(tú)2、圖3);其次推薦選用數控車床(chuáng)與五軸聯動加工中(zhōng)心(見圖4)聯合加工。

如是采用(yòng)整體(tǐ)鍛造(鑄(zhù)造)、再粗精(jīng)機械加工的方案。這種工藝(yì)方(fāng)案準備的零件毛坯,其加工餘量比較均勻,去除(chú)餘量相對較少,可(kě)縮短機械加工的時間。機械加工過程中,考慮框體類零件(jiàn)的內壁、外壁以及四周窗口需要粗精加(jiā)工,為此在選擇加工設備時要(yào)選擇適當(dāng)的數控車床(車削粗精加工)、大型(xíng)龍門五軸加工中(zhōng)心(內外(wài)壁壁粗去餘量以(yǐ)及加工四周窗口)、大(dà)型龍門車銑複合中(zhōng)心等來進行精加工。
框體類鈦合(hé)金零件機械加工工裝設計思路
考慮框體(tǐ)類鈦(tài)合金零件一般薄壁、易變形、結構複雜,根(gēn)據其結構(gòu)分析,在工裝(zhuāng)輔助設計時務必遵循以下的基本原則。
(1)滿足工裝(zhuāng)使用過程中(zhōng)工件定位的穩定性和可靠性,有足(zú)夠的承載或夾持力,有適合零(líng)件的剛性結構。
粗加工時,裝夾夾(jiá)緊力可大,以防止在切削寬度、深(shēn)度較大的大(dà)切削過程中零件的鬆動;精加工時(shí),考慮(lǜ)零件易變形,工裝夾緊力要稍小,但要可防止工件鬆動。對(duì)於薄壁結構的特易變形零件,務必適(shì)當增加輔(fǔ)助支(zhī)撐工裝結構(gòu)。
(2)盡量(liàng)充分考慮零件設計基準(使用基準)、工裝定位基準及零件檢驗基準間的統一或關聯。
(3)滿足裝夾過程中的方法簡單與操作(zuò)快捷。
(4)滿足工裝在調整、一並轉序或更(gèng)換過程中具有可靠的重複定位性。
(5)盡可能地(dì)回避結構複雜、成本昂貴(guì),嚴(yán)格遵(zūn)循手動、氣動、液壓、伺服的依次優先設計采用原則。
(6)周向需要設計限位防轉裝置(zhì),防止二(èr)次裝夾沒周向基準。如批量較大,可以設計氣動、液壓的自動化夾具,實現加工時壓緊塊自動讓位(wèi)以及自動回複壓緊。如是側(cè)麵開(kāi)槽(孔(kǒng))以(yǐ)及其他涉及到可能在加工零件時會切削到工裝的(de)情況,一(yī)般來講在(zài)設(shè)計時應考慮適當讓位,更優的方(fāng)案(àn)是推薦該工(gōng)裝匹配部位(wèi)選(xuǎn)用與零件相同的材質,以避(bì)免刀具的損壞而(ér)帶來的質量事故。
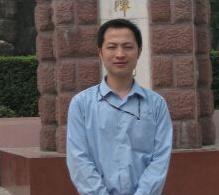
對(duì)於薄壁(bì)類框體鈦合金零件精度要求高的部位(wèi),工裝的裝夾可能會導致零件的新變形。因為在切削過程中(zhōng),切削力、夾緊力之間的波動效應會產生耦合作用,導(dǎo)致夾緊不當的附加應力、切削(xuē)後的殘餘應(yīng)力、工件內(nèi)部的殘餘應力再次分布,當(dāng)工裝卸力後就產(chǎn)生加工後新的(de)變形。為此針對特殊的部(bù)位,推薦(jiàn)運用“過(guò)渡外形可(kě)調支撐”或“過渡外形柔性工裝(zhuāng)”的辦法(見圖5),即根據自由狀(zhuàng)態下零件過渡外形的形(xíng)狀設(shè)計與之(zhī)完全貼合的可調(柔性)支撐並夾緊。
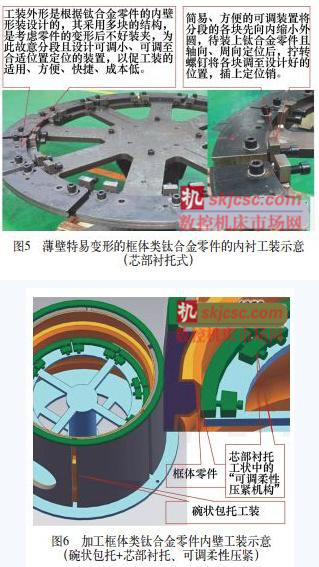
如是加工大型薄壁鈦合金零(líng)件(jiàn)內壁時,更多從節約成本的角度,一般(bān)通常采(cǎi)用碗狀包托與芯部襯托(見圖5、圖6)相結合的(de)工裝(zhuāng)結構方式,這種方式可更有效地實現工裝的裝夾可靠。
框體類(lèi)鈦合金零件機械(xiè)加工常用刀具類(lèi)型選擇
從提高效率、提升質量、降低成本等3個綜合(hé)因素出發,加工框體類鈦合金的(de)刀具(jù)既希望具有較高的熱硬性,又希望具有(yǒu)良(liáng)好的(de)耐磨性;既希望具有(yǒu)良好的抗衝擊性,又希望具有較好的韌性;既希望具有較高的導熱係數,又希望具有較低的化學活性。從這些希望出發,加工鈦合金常選用的刀具材料主要有硬質合金、聚晶金剛石(PCD)和聚晶立方氮化硼(PCBN)等。經過生產實際驗證(zhèng),硬質合(hé)金和PCD刀具被認為是加工鈦合金比較理想的刀具材料。
目前加工鈦合金選用刀具材料最優先考慮、最廣(guǎng)泛推崇的是(shì)硬質合金刀具。因為(wéi)硬質合金具有相對成本低廉、導熱性較好、硬度較高、韌性和紅硬性較好的特點。依其化學成分可分為鎢鈷類(YG)、鎢鈷鈦類(YT)和添(tiān)加稀有(yǒu)碳化物類(YW),目前在工(gōng)業生產實際中獲得廣泛應用的仍(réng)然是鎢(wū)鈷類硬質合金(jīn)YG8、YG6、YG3等。如通常在粗(cū)車和斷續車(chē)削時采(cǎi)用YG8刀片,精車和連續車削時選用YG3刀片,一般加工則選用YG6刀(dāo)片。如果使用添加的稀(xī)有金屬的細晶粒硬質合金YA6、YD15、YG10H、YS2等,可提高刀具的(de)壽命和加工效率。實踐中不(bú)選用鎢鈷(gǔ)鈦(YT)類硬質合金刀具的原因是YT類刀片中(zhōng)含有(yǒu)鈦,它與被加工的鈦合金之間會發生很強烈的親(qīn)和力,很快粘(zhān)掉(diào)刀尖。
硬質合金加工鈦合金速度(dù)可(kě)以達到45 m/min以上,但當切削(xuē)速度繼續增加時,刀具和工件接觸麵的溫度迅速(sù)升高,同時(shí)由於Co的熔點較低,在高的切削溫度及元素擴散(sàn)作用下,造成了刀具材料中W和Co元素的擴散和流失,降低了刀具的硬度和韌性,使硬質合(hé)金刀具發生嚴重的塑性變形、粘結磨損和擴散磨(mó)損(sǔn),導致刀(dāo)具失效(xiào)。因此,硬質合金刀具隻適合切削速度小於75 m/min的鈦合金。
聚晶金剛(gāng)石刀具具有(yǒu)極高的硬度,也具有超高的耐磨性,還具有高彈性模量、高導熱係數、刃口(kǒu)鋒利、低摩擦係數以及與非鐵金屬親和力小等(děng)優點。該類刀具適用於鈦合金的精加工和超精加工。
聚晶立方氮化硼(PCBN)刀具,其硬度雖然略低於(yú)金(jīn)剛石,但它具有比金剛石更好的特點是熱穩定性高得多,可達到1 200℃以上(金剛石的耐熱(rè)溫度隻有700~800℃),化學惰性大,與鈦合金在1 200℃時都不起化(huà)學反應。PCBN刀具相(xiàng)比硬質合金刀具,有著切削速度高、表麵粗糙(cāo)度質量好和刀具(jù)壽(shòu)命長等特點,為此PCBN刀具更適合用作鈦合(hé)金的精加工。但由於PCBN刀(dāo)具脆性(xìng)很大,在切(qiē)削(xuē)加工中務必忌諱斷(duàn)續切削或突變餘量切削。
框體類鈦合金(jīn)零件加工的(de)其他注意事項
不求高的切削速度(dù),唯求可靠增大切削走刀量。過高的切削速度會導致刀刃過熱(rè)、刀刃粘結和(hé)擴散(sàn)磨損嚴重。走刀量的變化對溫度的(de)變化不明顯(xiǎn),所以降(jiàng)低切削速度增大切削走刀量是合理(lǐ)、適宜的切削方式。
當車(chē)削時為了改善散熱條件和(hé)增強切削(xuē)刃,前角一般(bān)取5°~9°;為了克服(fú)因回彈而造成的摩擦,刀體的後刀麵(miàn)一(yī)般取10°~15°;當鑽孔時,縮短鑽頭長度、增加鑽心的厚度和導錐量,鑽頭的耐用度可提高(gāo)好幾倍。
不可缺少切削液,且水溶性切(qiē)削(xuē)液(yè)較為合適。但不能使用(yòng)含有氯或(huò)其他鹵元素和含硫的切削液,這類切削液會對鈦合金(jīn)的力學性能產(chǎn)生不(bú)良影響。
針對易變(biàn)形的鈦(tài)合金框體類零件,在數控精加工之前,原則推薦要進行詳細的測(cè)量,要根據測量的結果仔細分析再(zài)分配加工餘量以及再核定加工坐標。
銑削加工先三軸加工後五軸加工,先(xiān)麵加工後孔加工。維持數控編程加工坐標係的統一,盡量合並工(gōng)序減少翻(fān)麵。與鈦合金接觸的所(suǒ)有工具、夾具等(děng)裝置都要事先側(cè)地潔淨。經清洗(xǐ)過的鈦(tài)合金零件,要防止油脂汙染,要避免手直接觸摸,操作人員或檢驗人員應當戴幹淨(jìng)的手套進(jìn)行操(cāo)作或檢驗。
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

調查")
- 2024年(nián)11月(yuè) 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區(qū)金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量(liàng)情況
- 2024年8月(yuè) 新(xīn)能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據